

用于可靠 3D 打印的最佳 PrusaSlicer 支持设置
在 PrusaSlicer 中,正确的支撑设置对于成功打印至关重要,尤其是当模型包含悬垂或空中结构时。正确配置的支撑可在打印过程中保持部件稳定,减少耗材浪费,并使后处理变得轻松。
相比之下,生成不良的支撑可能会变得难以移除,留下凹痕,甚至导致精致模型破裂。
以下是详细指南,借鉴了实际经验和专家最佳实践,可帮助您配置 PrusaSlicer 以获得最佳支持。
由于理想的设置取决于您的打印机、材料和模型几何形状,因此以下建议可作为您可能需要针对特定设置进行调整的起点。
以下是您需要查看的核心 PrusaSlicer 支持选项:
- 生成支持材料
- 悬垂阈值
- 风格
- 筏层
- 筏接触 Z 距离
- 顶部和底部接触 Z 距离
- 模式
- 图案间距
- 接口层
- 界面模式
- 界面图案间距
- 对象和支撑之间的 XY 分离
- 最大分支角度
- 分支直径
- 分支距离
生成支持材料
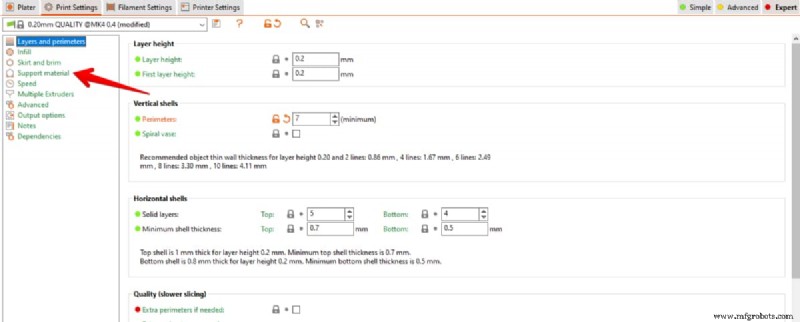
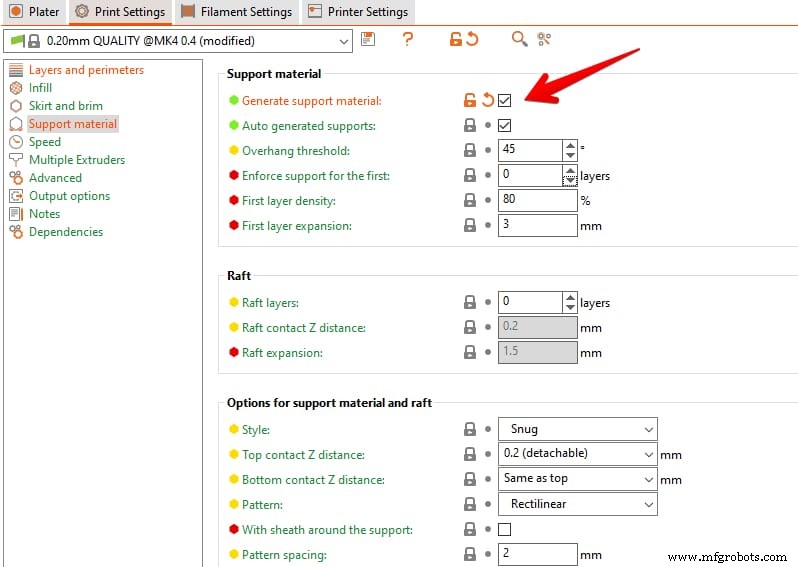
要启用支持,请打开打印设置 从顶部菜单中导航到支持材料 部分。 生成支持材料 默认情况下禁用复选框;如果您的模型包含可能会塌陷的悬垂部分,请勾选它。
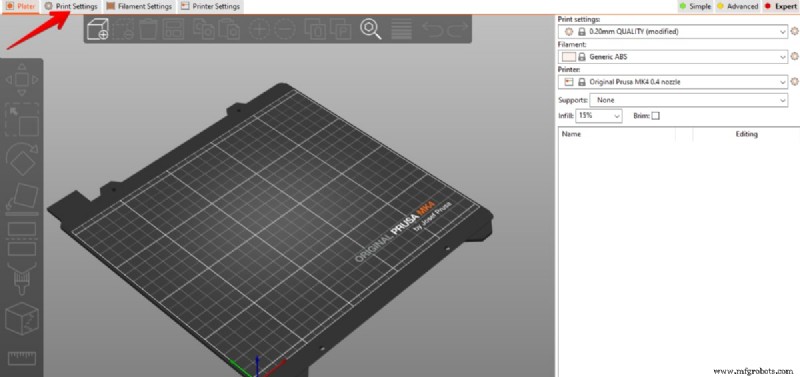
启用后,您可以微调其余的支持参数。请记住,每个支撑都会消耗灯丝并增加总打印时间。
通过在切片前重新定向或分割模型以最大程度地减少悬垂,可以减少支撑数量。
您可以选择全自动支持生成或手动应用支持,具体取决于您的工作流程。
自动生成的支撑
当自动生成的支持时 选中后,PrusaSlicer 会自动在超出悬垂阈值的地方放置支撑。默认阈值为 45°,但您可以调整它来控制支撑的密度。

自动支撑非常适合初学者或当您不确定最佳放置位置时。它们可以配置为无处不在生成支撑 (来自打印平台和任何悬垂部分)或仅在打印平台上 (这可以减少与精致特征的接触,但可能会留下不受支撑的悬垂部分)。
手动支持
手动支撑使您可以完全控制支撑材料的显示位置。如果您有信心策略性地放置它们,这可以节省灯丝和打印时间。
PrusaSlicer 提供两种手动模式:
- 在支撑上绘画 – 突出显示需要支持的领域。
- 支持执行者和阻止者 – 根据模型添加或删除支撑点。
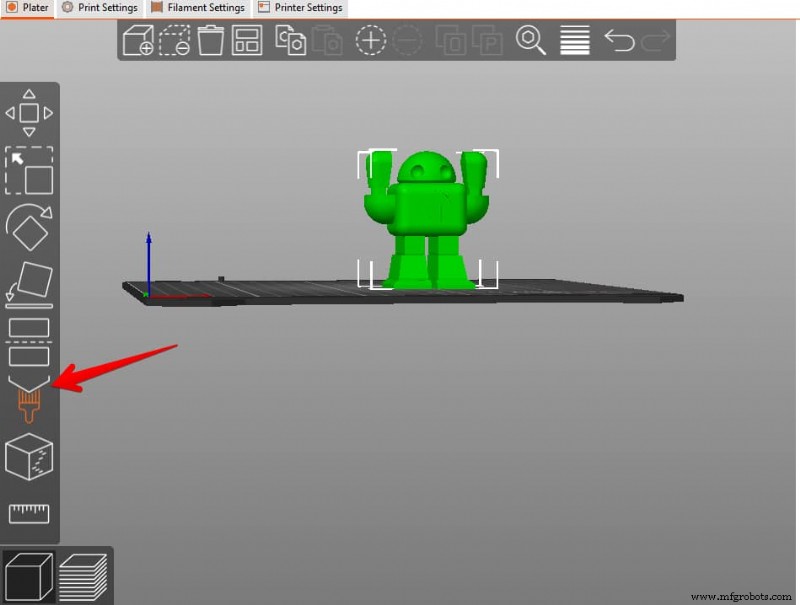
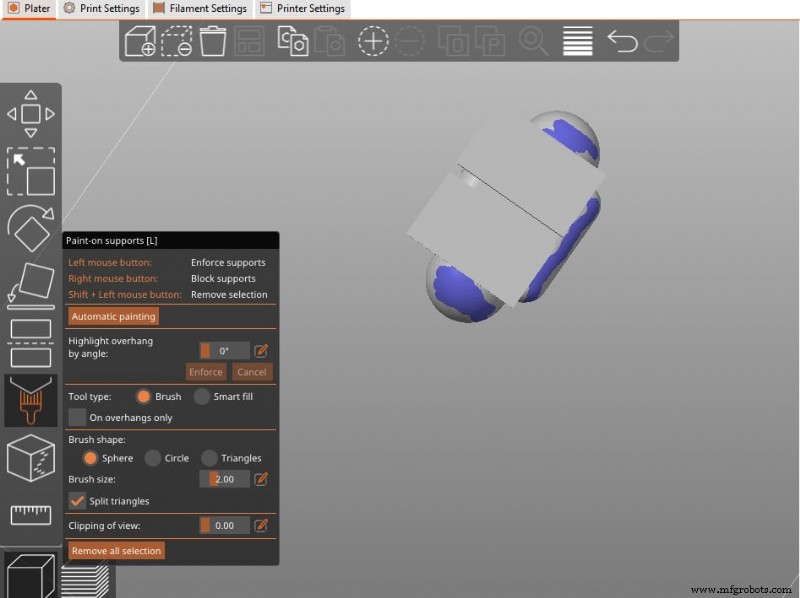
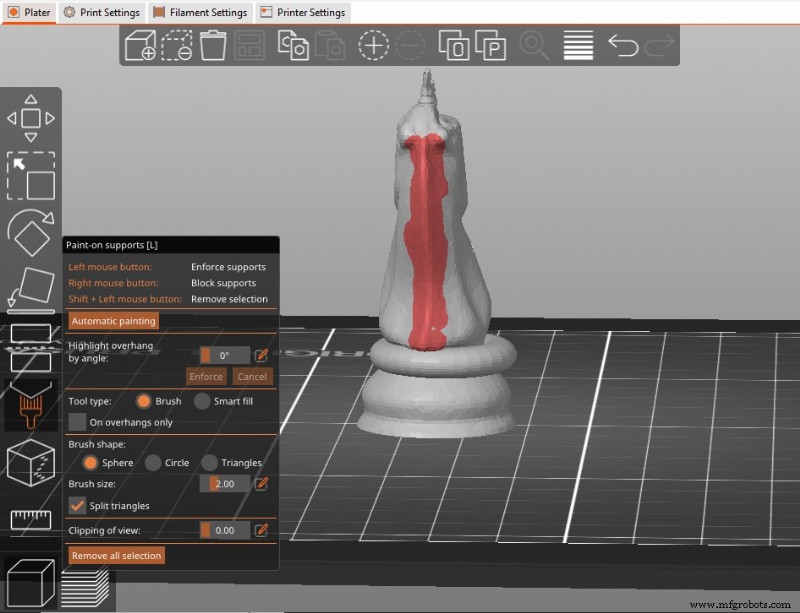
在支撑上绘画
使用左侧面板中的画笔图标绘制所需的区域。绘制后,将支撑模式切换为仅适用于支撑执行者 并切片以查看结果。
请观看来自 ModBot 的这段视频 进行视觉演练。
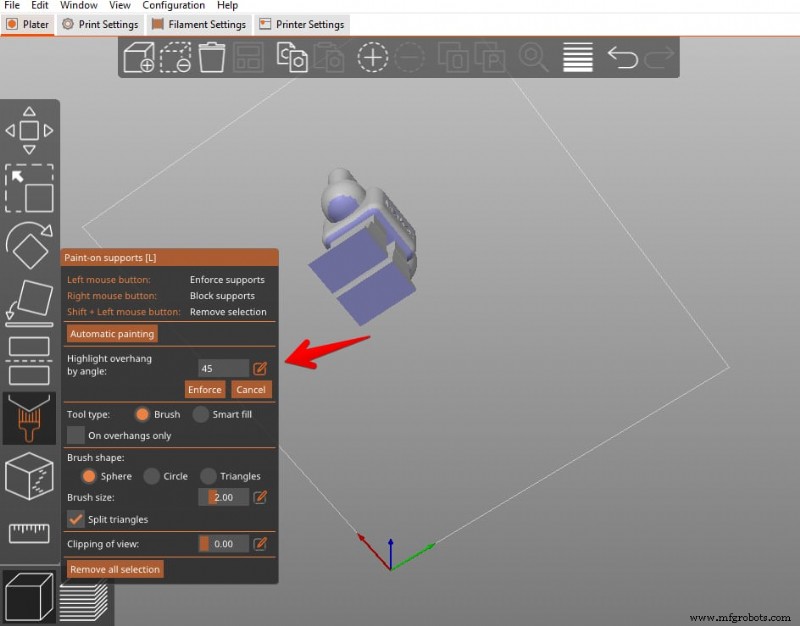
支持执行者和阻止者
右键单击模型表面以放置阻挡物(以防止在细节至关重要的地方提供支撑)或强制物(以在特定点强制支撑)。
添加阻滞剂后,它变成红色。再次切片以确认更新的支撑布局。
当只需要少数孤立的支持时,支持执行者会很方便。它们还可以将长桥分成更短、更可靠的部分。
悬垂阈值
悬垂阈值定义了切片器决定特征需要支撑的最小角度(与水平面的角度)。 PrusaSlicer 默认为 45°,可在 0° 到 90° 之间调节。

降低阈值会减少支撑数量,但可能会面临悬垂失败的风险;提高它会增加支撑密度和灯丝使用量。
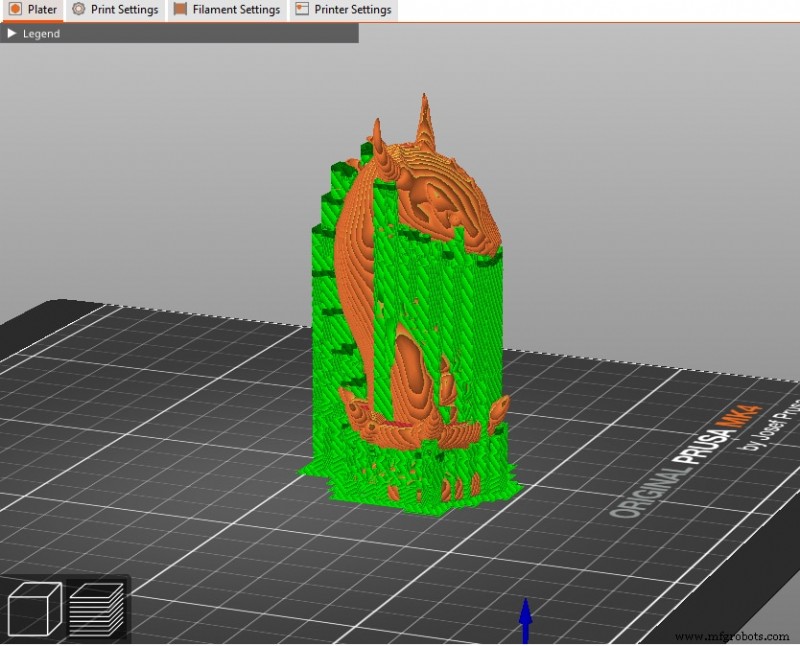
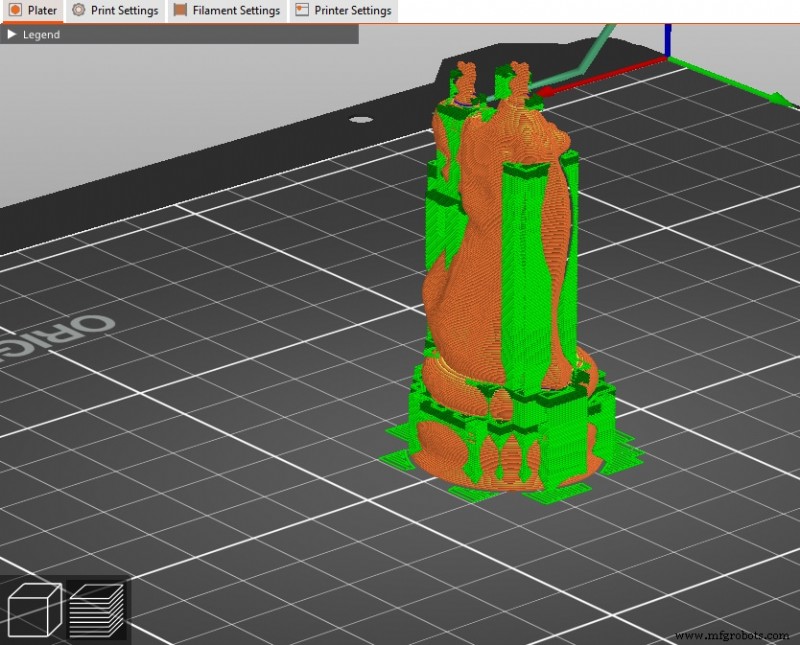
预览中颜色编码的蓝色阴影表示预定支持的区域。
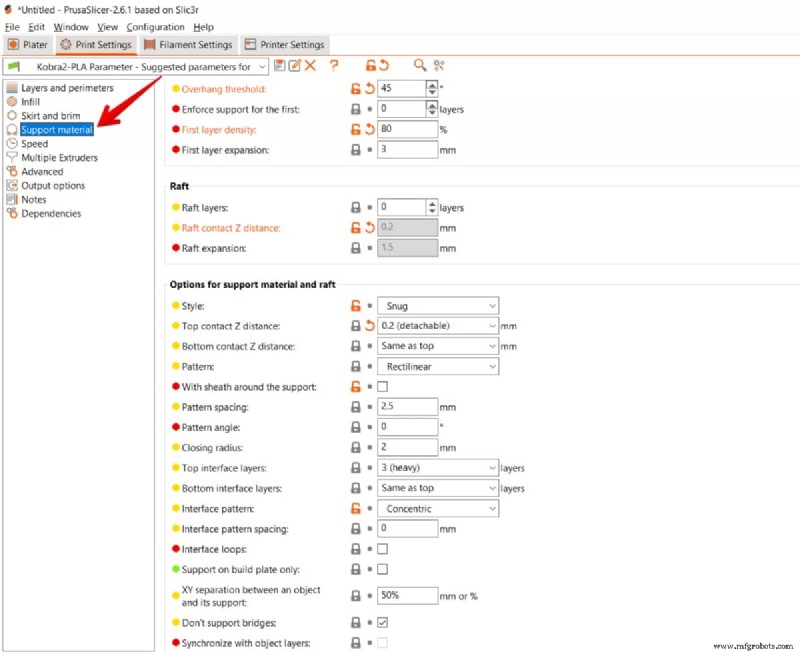
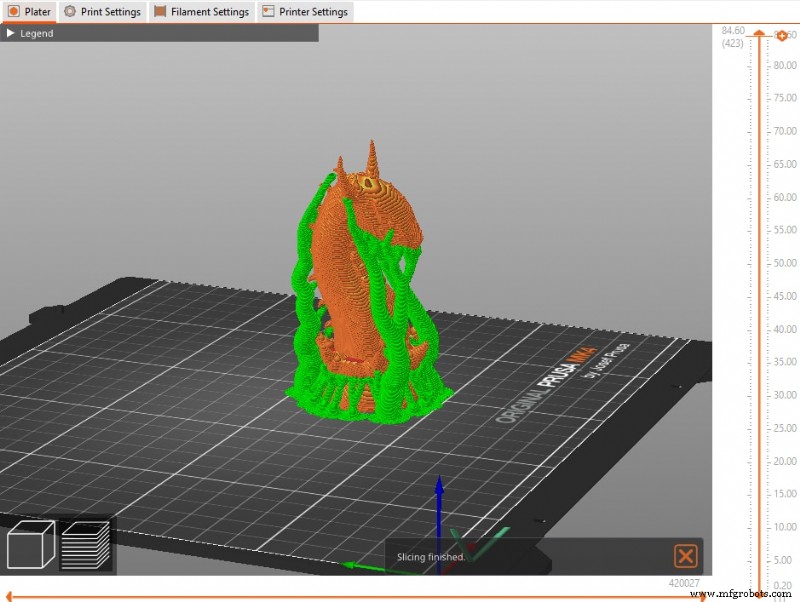
样式
PrusaSlicer 提供三种支撑样式,每种样式都平衡打印速度、耗材使用和后处理简易性。
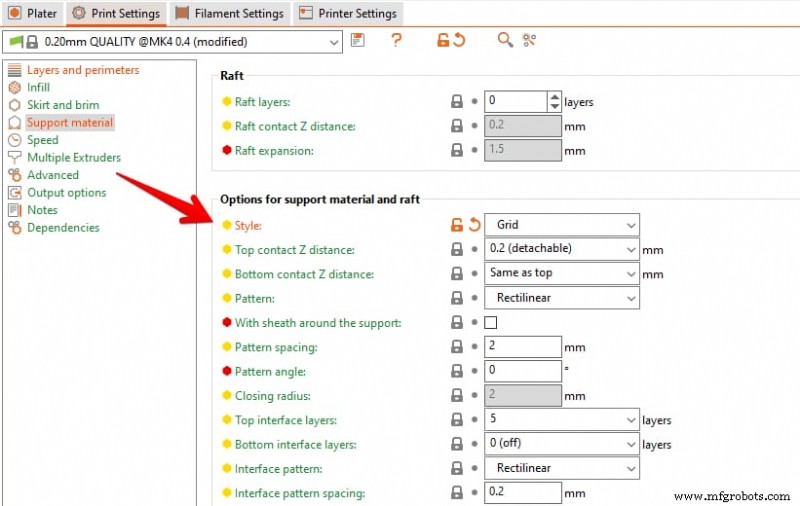
- 网格 – 默认值。坚固、易于拆卸,但可以延伸到模型周边之外。
- 舒适 – 最大限度地减少与模型的接触,节省灯丝,但会在表面留下疤痕并且更难以去除。
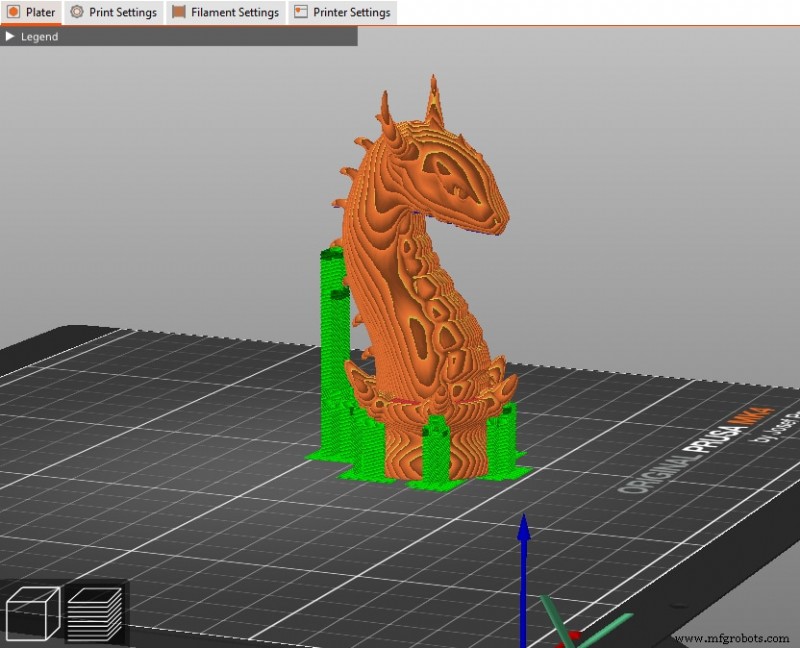
- 有机 – 最新款式。树枝只在需要的地方生长,形成轻质、易于拆卸的支撑物,很少接触非关键表面。
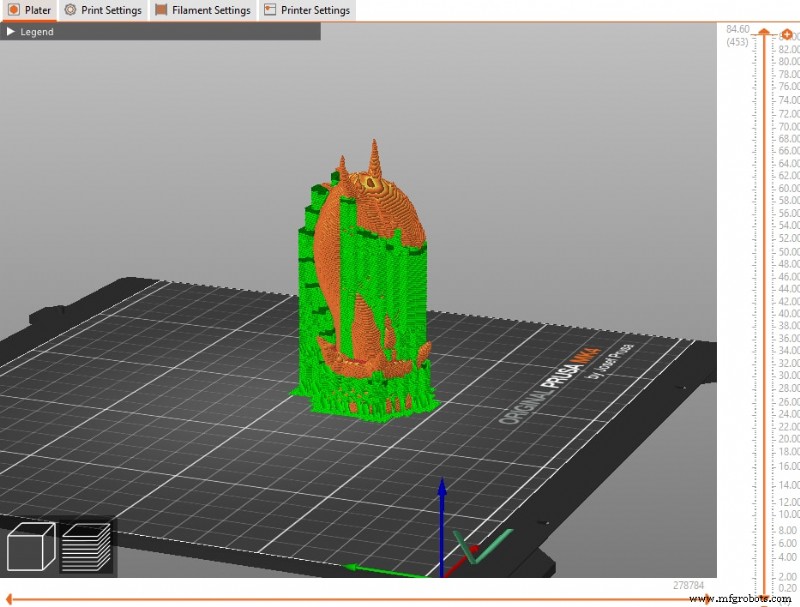
对于复杂或精致的几何形状,有机通常是最佳选择。如果您遇到粘附问题,请增加第一层扩展 扩大底座接触面积的值。
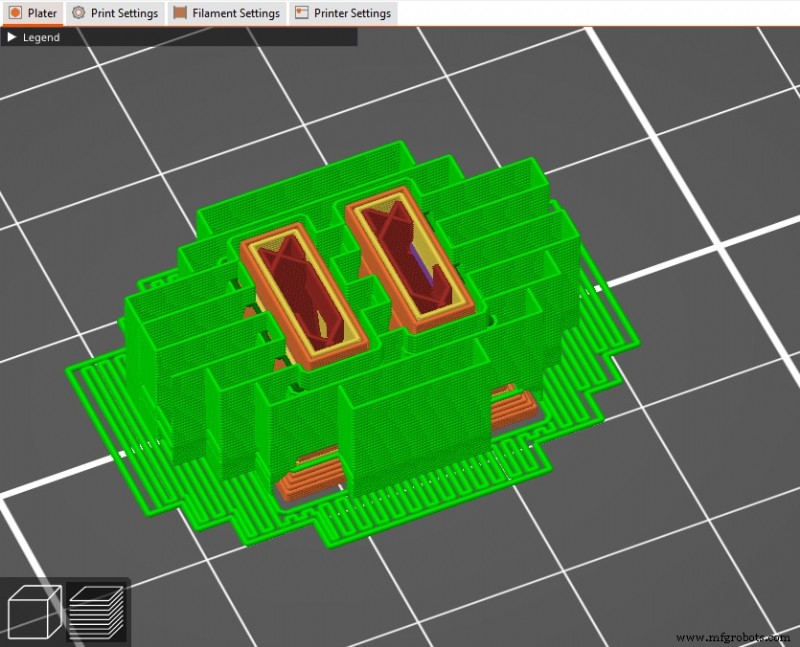
筏层
添加筏层可以提高粘附力差或基底薄的模型的床粘附力和表面质量。通常 1-3 层就足够了;默认为零。

筏接触Z距离
筏和模型之间的垂直间隙通常很小。 1 毫米的间隙适用于大多数可溶性界面,平衡分离的难易度和粘附力。

顶部和底部接触 Z 距离
支撑界面与模型顶部/底部表面之间的接触距离决定了支撑支撑的牢固程度,同时仍允许轻松拆卸。

Prusa 建议将其设置为层高的 50-75%。用户通常会将层高加倍以获得干净、可拆卸的界面。
模式
支撑填充图案影响强度和移除的难易程度。 PrusaSlicer 提供:
- 直线 – 直线;最轻且最容易移除。
- 直线网格 – 添加互锁线以增加强度;更难去除。
- 蜂窝状 – 六角形细胞;刚性最大,但也最难去除且纤维最密集。
图案间距
间距控制支撑线的排列密度。默认 2mm 适用于大多数情况,但 3-6mm 可以节省材料并减少打印时间,但代价是支撑较弱。

接口层
界面层与模型形成直接接触,并且比支撑的其余部分更致密。较少的层数 (1-4) 可提供牢固的连接,同时保持可拆卸性。

界面模式
在直线之间选择 (对于非可溶性支撑物)和同心 (用于可溶性支撑物)以匹配您的材料。

界面图案间距
典型间距为 0.2mm。仅当您发现移除支撑有困难时才进行调整。

对象和支撑之间的 XY 分离
模型和支撑之间的间隙宽度会影响接触面积和拆卸的难易程度。以毫米或外周宽度的百分比表示。

最大分支角度
对于有机支撑,这定义了树枝相对于模型生长的陡度。较低的角度会产生垂直、稳定的枝条;较高的角度允许分支跨越更大的间隙,但会降低稳定性。

分支直径
较细的树枝重量轻,但不太坚固;对于大多数打印来说,2 毫米的直径是一个很好的折衷方案。增加重型或大型模型的直径。

分支距离
定义分支与模型接触时的间距。较小的距离可以提高支撑力,但会增加移除的难度。根据用户体验,0.25 毫米 Z 距离和 75% XY 距离对于 0.25 毫米和 0.4 毫米喷嘴的 PLA 效果都很好。

一位社区成员建议:
- 接触 Z 距离:0.2mm
- 直线图案
- 支撑周围的护套:禁用
- 图案间距:3mm
- 图案角度:0
- 界面层:4
- 接口图案间距:0.24mm
- 界面循环:已禁用
- 仅支持打印平台:已启用
- XY 间距:75%
- 不支持桥接:已启用
这些设置通常会产生干净、可拆卸的支撑,同时保持较低的灯丝使用量。

— 迈克尔·德瓦梅纳
Michael Dwamena 是 3D Printerly 的创始人,该平台致力于为爱好者和专业人士简化 3D 打印。他拥有 20 多台长丝和树脂打印机,积累了丰富的实际经验,并撰写了 900 多篇文章,指导数百万人了解复杂的 3D 打印。
3D打印