

夹具和固定装置——定义、类型、优势、差异

夹具和固定装置 是通过结合特殊的工件夹持和工具引导装置来生产重复性工作的经济手段。
治具定义
夹具和固定装置 是有助于提高相同零件率的设备 同时减少人力 需要生产这些零件。已经说过,中心车床是一种适用于生产各种形状和尺寸的单个零件的机床,但它用于大量生产类似物品时效率低下。
治具和固定装置的定义如下:-
夹具
夹具 :夹具是一种持有的装置 并定位工件 以及指南 和控件 一种或多种切割工具。保持工作并引导工具以使它们相对于彼此处于真实位置。
夹具是由金属或在某些情况下为非金属制成的板、结构或盒子,具有将组件一个接一个地固定在相同位置,然后根据图纸、规格或操作布局。
换句话说,这既用于握持工具又用于引导切割工具 .
夹具的主要目的是在产品制造过程中提供可重复性、准确性和互换性。
关于 Jigs 需要记住的一些重要事项:
- 用于一维 加工工艺,例如钻孔、攻丝和铰孔等。
- 这个系统轻 并且具有复杂的形状 .
- 不需要量块,夹具成本较高。
- 在需要进行大型操作之前,不会将夹具固定在机器工作台上。
Fixtures
一个夹具 是一个持有的设备 并在检查期间定位工件 或制造工艺。夹具不作为工具的指南。建筑中的夹具是各种标准或专门设计的工件夹持装置,它们夹在机器工作台上以将工件固定到位。工具可以手动或使用量规调整到工作所需的位置。
换句话说,夹具只是简单的工件夹持装置,可以将工件固定、支撑和定位在任何操作所需的位置。
主要功能 固定装置的数量是 hold 并找到工件 在任何加工操作中 ,以及在产品制造中提供可重复性、准确性和互换性。
关于灯具的一些要点:
- 夹具用于多维加工过程 例如铣削、磨削和车削。
- 我们发现这个系统很重,而且设计简单。
- 量块 提供方便处理,价格合理。
- 夹具具有特定工具 用于铣床、成型机和插床。
- 固定装置是附加的 到机器台。
治具与治具的区别
以下是夹具和固定装置之间的基本区别 .
1. 夹具固定和定位工件,但不引导工具,而夹具固定、定位和引导工具。
2. 夹具通常结构较重,并用螺栓牢固地固定在机器工作台上,而夹具则做得更轻,以便更快地处理,并且通常不需要与工作台夹紧。
3. 夹具用于在铣削、磨削、刨削或车削操作中夹持工件,而夹具用于夹持工件和引导工具,特别是在钻孔、铰孔或编带操作中。
表格形式的夹具和夹具之间的区别
| Jig | 夹具 |
| 它引导切割工具。 | 不引导刀具。 |
| 多半是附在机器上的 表。 | 它总是附加到 机台。 |
| 夹具一般比 夹具。 | 夹具通常比 夹具。 |
| 在其构造中使用了夹具脚。 | 在它的结构中没有使用这样的脚。 |
| 在夹具中使用灌木来引导 切割工具。 | 固定装置中不使用灌木。 |
| 专门用于钻孔, 铰孔和钻孔操作。 | 专门用于铣削, 车削、磨削 操作。 |
| 夹具广泛用于钻孔 机器。 | 夹具广泛用于铣、磨 机器。 |
| 夹具更贵。 | 与夹具相比,夹具成本更低。 |
| 复杂的设计。 | 设计不那么复杂。 |
夹具和固定装置的元素
夹具和固定装置的主要元素 如下:-
1。身体 :- 它是一个板、盒或框架结构,加工部件位于其中。它应该非常坚固和刚性。
2。定位元素 :- 这些元素完成了将工件定位在相对于刀具的适当位置的工作。
3。夹紧元件 :- 这些组件将工件牢固地固定在所需位置。
4。研磨和设置元件 :- 夹具和夹具的这些元素在夹具的情况下引导切削工具,并在夹具的情况下帮助正确的工具动作。
5。定位元素 :- 这些元素包括各种紧固装置,用于将夹具或固定装置固定到机器的适当位置。
6。索引元素 :- 并不总是提供。然而,许多工件可能需要被分度到不同的位置,以便在不同的表面或不同的位置执行加工操作。在这种情况下,必须将这些元素整合到夹具或固定装置中。
组件
应采购和研究实际组件或工件,以确定要执行的操作顺序并评估夹具和固定装置的其他设计细节。其中一个工作表面被加工成基准 进行所有其他测量的表面。
治具种类
使用的夹具和固定装置的质量、类型和复杂性取决于要加工的工作类型以及简单的潜水饮料所需的生产规模,如下所述。
类型夹具的
- 模板夹具
- 平板夹具
- 频道夹具
- 直径夹具
- 叶子夹具
- 梯级夹具
- 盒式夹具
1. 模板夹具
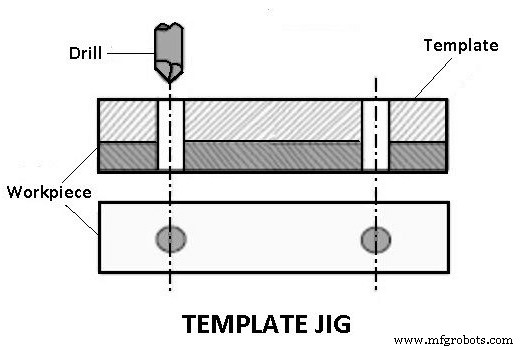
模板夹具 是所有类型的夹具中最简单的。该板有两个孔,用作固定在待加工部件上的模板。将钻头引导穿过模板的孔,在工件上与模板上相同的相对位置钻出所需的孔。
2. 平板夹具
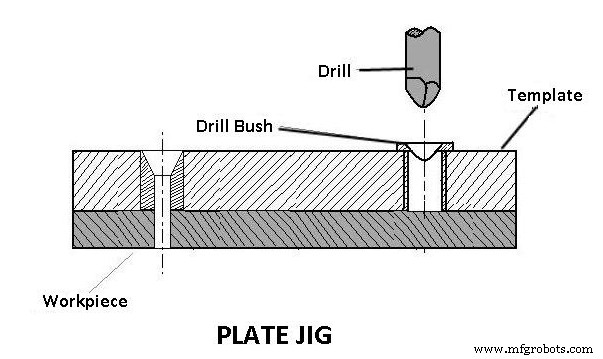
A 平板夹具 是一种改进的模板夹具,包含钻套 模板上。板式夹具用于在大零件上钻孔,同时保持它们的间距准确。
3.通道夹具
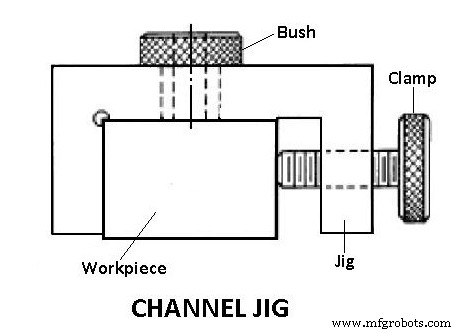
通道夹具 是一个具有通道状横截面的简单夹具 .组件插入通道并通过旋转滚花旋钮夹紧。钻套由工具引导。
4. 直径夹具
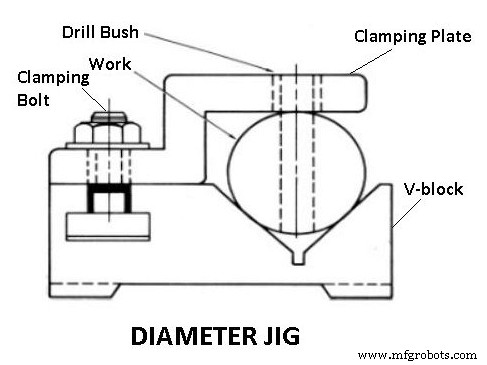
A 直径夹具 是一种钻径向孔的工具 在圆柱形或球形工件中。
图 1 显示了直径夹具。工件1放置在固定的V形块6上并由夹板7夹持,夹板7也用作工件定位器。刀具通过相对于工件径向定位的钻套 8 引导。
5. 叶子夹具
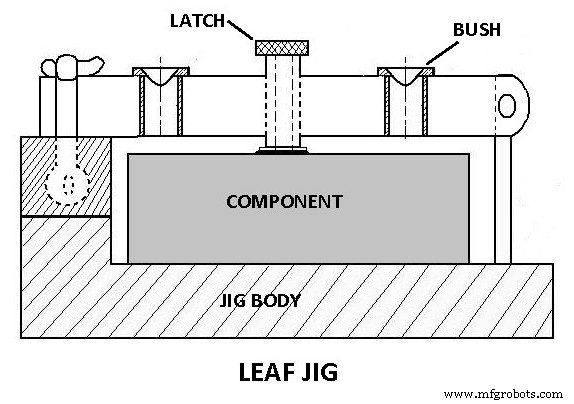
叶子夹具 有一个叶片,可以在工作上打开或关闭以进行装卸。
叶片夹具如上图所示。它在11处铰接在主体上的叶片或板13,并且叶片可以在工件上摆动打开或关闭以用于装载或装载目的。工件 1 通过按钮 10 定位,并通过定位螺钉 12 固定到位。钻套 3 引导工具。
6.环形夹具
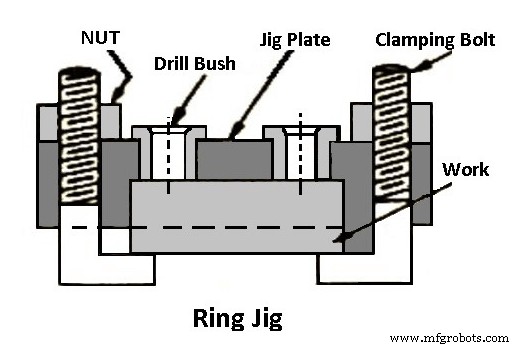
A 环形夹具 用于在圆形法兰零件上钻孔 .工件牢固地夹在钻体上,引导工具穿过钻套钻孔。
7. Box Jig
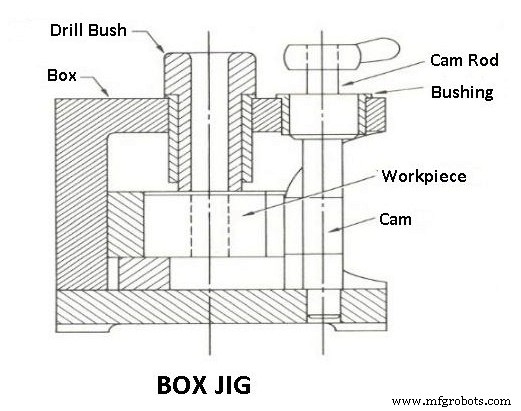
一个盒式夹具 是一种盒状结构,可以牢固地固定工件,因此可以根据夹具的哪个面转向工具,在一次设置中从不同角度钻孔或加工。
类型灯具
以下是固定装置的类型 :-
1. 车削夹具
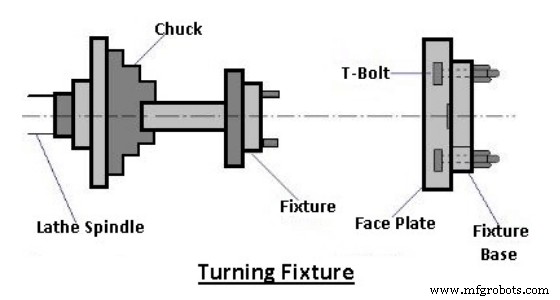
这些夹具通常安装在机器主轴的前端或面板上,工件由它们固定到位。必要时,夹具可能需要配重来平衡不平衡的夹具。
2. 铣削夹具
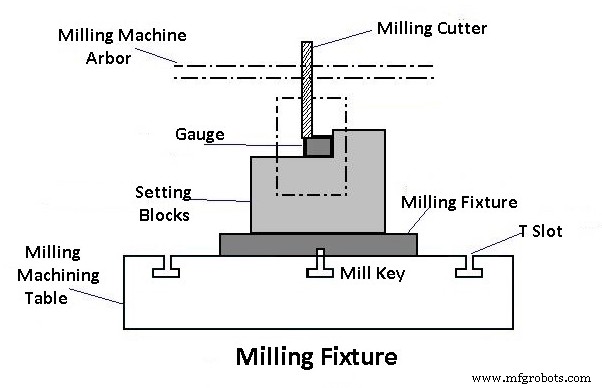
铣削夹具 通常安装在机床主轴的前端或面板上,工件由它们固定到位。工作台已相对于刀具正确移动和定位。在开始操作之前,工件被放置在夹具的底座上并夹紧。
3. 拉削夹具
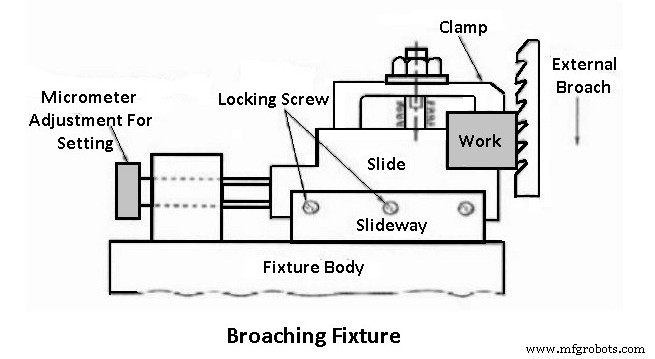
拉削夹具 用于各种类型的拉床,在键槽拉削、孔拉削等操作中对工件进行定位、夹持和支撑。
4. 钻孔夹具
该夹具几乎融合了夹具和夹具设计的所有流行原则;它们的结构不需要像铣削夹具那样坚固,因为它们不必像铣削夹具那样承受重切削载荷,因为它们不必像铣削操作那样承受重切削载荷。
5. 磨具
磨床中使用各种类型的夹具在操作过程中定位、保持和支撑工件。这些夹具可以是标准的工件夹持装置,如卡盘、心轴、异形卡盘、磁力卡盘等。
例如,带有旋转工作台的立式平面磨床通常会在其工作台上固定一个旋转夹具。类似地,在带有往复工作台的平面磨床上,可以提供普通或绳状夹具。钻头磨削附件是用于钻孔几何磨削的标准夹具的一个明显例子。
无论何种夹具用于磨削,都应有冷却液进出、砂轮修整器安装的规定,如果是旋转夹具,则应适当平衡。
这些类型的夹具可能是标准的工件夹持装置,如心轴、卡盘、异形卡爪卡盘、磁力卡盘等。
6.攻丝夹具
攻丝夹具 专门设计用于定位和牢固固定相同的工件,用于在钻孔中切割内螺纹。形状奇特和不平衡的部件总是需要使用此类夹具,尤其是在此类零件上大规模重复攻丝操作时。
7. 双工夹具
它是夹具的名称,可同时容纳两个相似的组件,并允许它们同时在两个不同的工位进行加工。单工位加工单个工件。
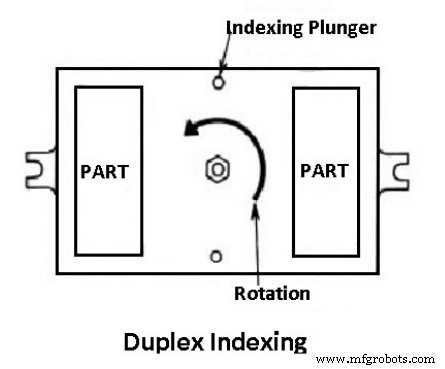
根据要求,这两种操作可能相似或不同。两工位加工完成后,夹具转位180度,将第一个零件转移到第二工位进行第二道工序,将成品零件转移到第一工位。
然后将完成的组件上传到这里,替换为新的组件,并对其进行第一次操作。循环无限重复,可以相对高速地批量生产组件。
8. 焊接夹具
焊接夹具 它们经过精心设计,用于在适当位置固定和支撑要焊接的各种组件,同时防止焊接结构变形。
为此,必须小心放置定位元件;夹紧必须轻而牢固,夹紧元件必须远离焊接区域。为了承受焊接应力,夹具必须相当稳定和刚性。
9. 装配夹具
装配夹具的用途 是在组装过程中将各种部件保持在适当的相对位置。例如,两块或多块钢板可以相对位置固定在一起并铆接。
机械装配夹具是用于在执行机械操作时固定组件的夹具。相比之下,还有其他类型的夹具,其中部件被固定用于连接,例如焊接夹具,它也是组装夹具,但仅用于热连接。
10. 索引装置
必须在不同的表面上加工多个组件,以使它们的加工表面或形状均匀分布。这些元素的索引必须与要加工的表面数量相同。使用的保持装置(夹具或固定装置)设计用于容纳分度机构。 分度夹具 是一个包含这种设备的夹具。
治具原理
夹具或固定装置的成功设计取决于对几个因素的分析,在实际工作之前必须仔细研究这些因素。以下是基本因素 在设计夹具或固定装置时必须考虑到这一点 :
1。 组件的研究。
2。 研究机器的类型和容量。
3. 定位元件的研究。
4。 研究装卸布置。
5. 夹紧装置的研究。
6. 研究用于操作夹紧元件的动力装置。
7. 研究夹具和部件之间所需的间隙。
8. 分度装置的研究。
9. 刀具导向和刀具设置元件的研究。
10. 防呆布置的研究。
11. 弹射装置的研究。
12. 切屑清除装置的研究。
13. 刚度和振动程序的研究。
14. 研究表固定装置。
15. 安全装置的研究。
16。 治具底座、主体或框架的制造方法研究。
治具优势
以下是使用夹具和固定装置的优点 在批量生产工作中。
1. 它消除了加工前的划线、测量和其他设置方法。
2。 它提高了加工精度,因为工件自动定位并引导刀具,无需进行任何手动调整。
3. 它可以生产可互换的相同零件。这有利于组装操作。
4. 它通过在单一设置中加工多个工件来提高生产能力,并且在某些情况下可以使多个工具同时操作。由于工件的热定形和定位,处理时间大大减少。由于夹具和固定装置的高夹紧刚度,可以提高加工速度、进给量和切削深度。
5。 随着搬运操作的最小化和简化,它减少了操作员的劳动和随之而来的疲劳。
6. 达到半熟练的操作人员进行工具的设置操作和工作机械化的操作。这节省了人工成本。
7. 它减少了成品质量控制的支出。
8. 它通过完全或部分自动化流程来降低整体加工成本。
治具的缺点
- 它可能会随着时间的推移而恶化。
- 另一个是高昂的初始设置成本(和时间)。
- 而且它会使用大量材料且体积庞大。
治具应用
- 用于汽车零部件的批量生产。
- 检查制造业中连续生产的零件。
- 在钢铁厂切割钢锭。
- 用于制冷行业。
- 在Pump组装过程中使用。
- 用于钻孔法兰和钻孔至任何所需角度。
- 用于多主轴加工。
- 夹具用于大批量钻孔、铰孔和攻丝。
- 引导工具加工轮廓。
- 用于铣削、整体车削和磨削操作的夹具。
夹具和固定装置的材料
以下材料用于制作夹具和固定装置:
- 硬化钢
- 灰口铸铁
- 塑料
- 硬质合金
- 环氧树脂
- 不锈钢
- 青铜
- 低熔点合金钢
因此,我们涵盖了与夹具和固定装置相关的所有内容,包括用于夹具和固定装置的元素、类型、优点、缺点和材料。
如果您喜欢这篇文章,请与您的朋友分享并在评论部分提供您的反馈。
工业技术