

20 单元3:立式铣削中心机床运动
目标
完成本单元后,您应该能够:
- 了解立式铣削中心机床的运动。
- 了解机器的起始位置。
- 了解 CNC 机床坐标。
- 了解工作坐标系。
- 了解机器和工具偏移。
- 为每个工具设置工具长度偏移量。
VMC 机器运动
CNC 机床使用 3D 笛卡尔坐标系。图 10. 显示了一个典型的立式铣削中心 (VMC)。待加工的零件固定在机床工作台上。该表在 XY 平面中移动。当操作员面对机器时,X 轴左右移动工作台。 Y 轴前后移动工作台。机器立柱抓住并旋转工具。柱子控制Z轴,上下移动。
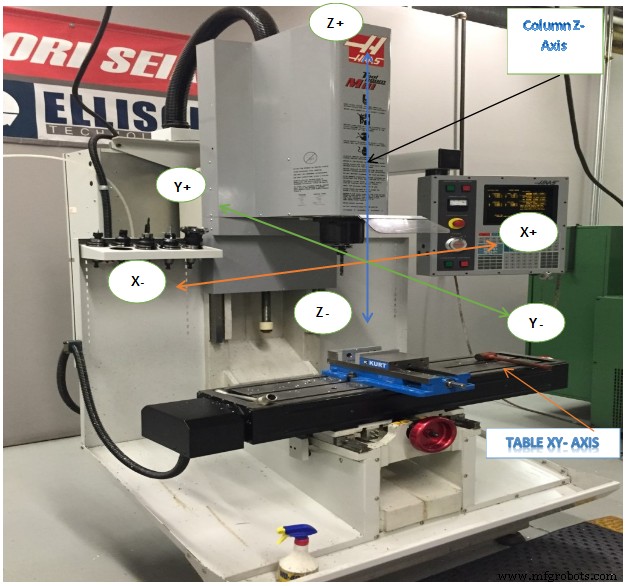
图 1. VMC 机器运动
数控机床坐标
CNCMachine 坐标系如图 11 所示。机床坐标系的控制点定义为机床主轴的中心面。机床坐标系的原点称为机床原点。这是Z轴完全缩回且工作台移动到左后角附近的极限时机床主轴中心面的位置。
图 2. VMC 机器坐标系(原位)
如图 12 所示,在使用 CNC 时,始终根据刀具运动而非工作台运动来思考、工作和编写 CNC 程序。例如,增加 +X 坐标值会使工具相对于表格向右移动(尽管表格实际上向左移动)。同样,增加 +Y 坐标值会使工具向机器后部移动(工作台向操作员移动)。增加 +Z 命令将工具向上移动(远离桌子)。
关于机器原点位置
首次打开 CNC 机床时,它不知道轴在工作空间中的位置。原位由操作员在打开控制电源后按下机器控制上的按钮启动的Power On Restartsequence找到。
Power On Restart 序列只是将所有三个轴缓慢地驱动到它们的极限(-X、+Y、+Z)。当每个轴达到其机械极限时,就会激活一个微动开关。这会向控制系统发出该轴已到达初始位置的信号。一旦所有三个轴都停止移动,机器就被称为“归位”。此后机器坐标相对于该起始位置。
工作坐标系
显然,很难编写与机器坐标相关的 CNC 程序。起始位置远离工作台,因此 CNC 程序中的值会很大,并且与零件模型没有容易识别的关系。为了使CNC的编程和设置更容易,为每个CNC程序建立了一个工作坐标系(WCS)。
WCS 是 CNC 程序员在零件、毛坯或夹具上选择的一个点。虽然 WCS 可以与 CAD 中的零件原点相同,但并非必须如此。虽然它可以位于机器外壳中的任何位置,但它的选择需要仔细考虑。
- WCS 位置必须能够通过寻边器、同轴指示器或零件探头等机械方式找到。
- 必须以高精度定位:通常为正负 0.001 英寸或更小。
- 必须是可重复的:部件每次都必须放置在完全相同的位置。
- 应考虑零件在加工不同侧面时将如何旋转和移动。
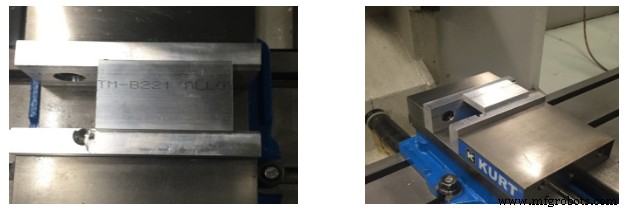
例如,图 13 显示了一个被虎钳夹住的零件。零件的外部尺寸已经在手动机器上铣削到尺寸,然后再在 CNC 机器上设置。
CNC 用于制作该零件中的孔、凹槽和槽。 WCS 位于区块的左上角。使用寻边器或探针很容易找到这个角。
顶视图 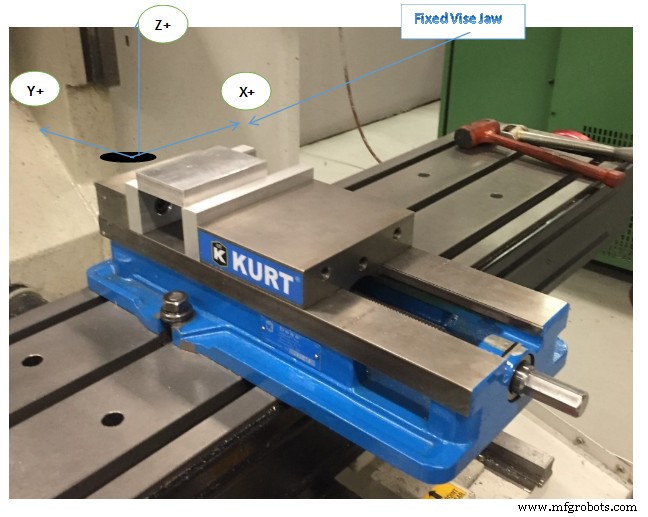
图 3. 工作坐标系 (WCS)
机器和工具偏移
机器偏移:
因为每次都很难将虎钳放置在机器上完全相同的位置,所以从 Home 到 WCS 的距离通常在虎钳被设置并与机器对齐之前是未知的。机器设置最好在程序完全编写后完成,因为让 CNC 机器闲置等待 CNC 编程完成的成本很高。此外,程序员可能会在 CAM 过程中改变主意,使任何预先计划的设置过时。
更复杂的是,不同的刀具从机床主轴伸出的长度不同,这也是一个难以预先确定的值。例如,长立铣刀从主轴面延伸得比短头钻头更远。如果刀具磨损或断裂,必须更换,几乎不可能每次都将刀具从刀架中调出准确的长度。
因此,必须有某种方法将机器坐标系与零件 WCS 关联起来,并考虑到不同的刀具长度。这是使用 machineTool 和 Fixture Offsets 完成的。 CNC 机床上有许多可用的偏移量。了解它们的工作原理并正确使用它们对于成功的 CNC 加工至关重要。
零件偏移 XY:
夹具偏移为 CNC 控制提供了一种方法来了解与机器原始位置和零件 WCS 之间的距离。与工具偏移一起,夹具偏移允许编写与 WCS 相关的程序,而不是机器坐标。它们使设置更容易,因为在编写 CNC 程序之前不需要知道零件在机器外壳中的确切位置。
只要零件定位在工具可以到达所有加工操作的位置,它就可以位于机器外壳中的任何位置。一旦找到夹具偏移值,将其输入控制并由 CNC 程序激活,CNC 控制就会在后台工作,将程序坐标转换为 WCS 坐标。
请注意图 14 中如何使用零件偏移(+X、-Y)将机器主轴的中心线直接移动到 WCS 上方。
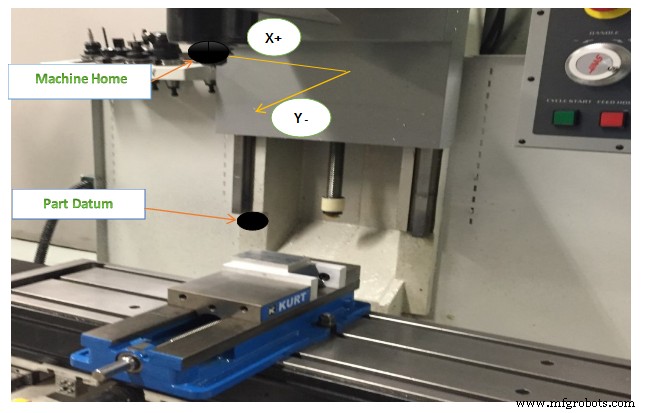
图 4:零件偏移将机器转移到 WCS
零件偏移 Z
零件偏移 Z 值与刀具长度偏移相结合,以向机器指示如何将 Z 基准从零件原点移动到零件 Z 零,同时考虑到刀具的长度。可能会或可能不会使用夹具偏移 Z,具体取决于机器的设置和操作方式。
刀具长度偏移 (TLO)
装载到机器中的每个工具的长度都不同。事实上,如果工具因磨损或断裂而更换,其更换长度可能会发生变化,因为几乎不可能将新工具安装在与旧工具完全相同的位置。 CNC 机床需要某种方式来了解每个刀具从主轴延伸到刀尖的距离。这是使用工具长度偏移 (TLO) 完成的。
在最简单的使用中,通过将带有刀具的主轴从机床原点 Z 位置移动到零件 Z 零位置来找到 TLO,如下图 17 中最左侧所示。将工具点动到零件基准 Z 并测量行进距离。该值被输入到该工具的 TLO 寄存器中。这种方法的问题包括在设置工具之前需要将零件面铣到正确的深度。此外,如果 Z 基准被切掉(典型的 3D 曲面零件),如果刀具损坏或磨损并需要更换,则无法设置基准。每当设置新作业时,必须重置所有工具。使用此方法时,不使用 Fixture Offset Z,而是设置为零。
中心显示的方法要好得多,并在本书中使用。所有工具都设置到已知的 Z 位置,例如放置在机器工作台上的精密 1-2-3 块的顶部。这使得在磨损或损坏时重置工具变得非常容易。
刀具测头与 1-2-3 块法非常相似,不同之处在于机器使用特殊循环自动查找 TLO。它会慢慢降低工具,直到尖端接触到探头,然后更新 TLO 寄存器。这种方法快速、安全、准确,但需要机器配备刀具探头。此外,工具探针价格昂贵,因此必须小心,切勿将工具撞到探针上。
第 2 和第 3 方法还需要从对刀位置(1-2-3 块或刀具探针的顶部)到要找到并输入到夹具偏移 Z 中的零件基准的距离。机器将两者相加值一起确定总刀具长度偏移。中包含了一种方法。
设置工具长度偏移的 3 种方法
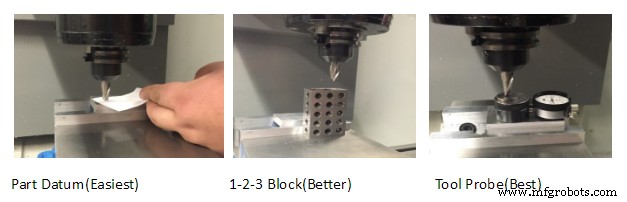
图 5. 设置 TLO 的方法
单元测试
1.解释机器原点。
2. 在立铣中心(VMC)上,X轴向哪个方向移动工作台。
3. 在立铣中心(VMC)上,Y轴将工作台向哪个方向移动。
4. 在立铣中心(VMC)上,Z轴向哪个方向移动工作台。
5. 请列出3种设置刀具长度偏移的方法。
工业技术