

多材料注塑中的材料兼容性:包覆成型和两次注射工艺的专家指南
发布于2021年11月24日
最初于 2021 年 11 月 24 日在 fastradius.com 上发布
多材料注塑成型是指将两种或多种不同材料粘合成单个集成塑料部件的注塑成型工艺。两种最流行的技术是包覆成型和双色成型。
在包覆成型中,首先用选定的热塑性塑料模制刚性基材。然后将该基板放置在单独的包覆模制腔中,并且注入熔融的包覆模制材料以包封或覆盖该基板。冷却后,两种聚合物发生化学或机械结合,从而产生强度和耐用性增强的零件。尽管双工具设置会增加模具成本,但消除下游装配可以显着降低产品生命周期内的劳动力和材料费用。
两次注射成型在单个工具中实现了类似的结果。注入第一材料以形成基板;一旦凝固,模具就会打开,第二个腔室旋转 180°,使基材与第二种材料接触。然后注入第二种聚合物,将其粘合到第一层上。虽然工具设计更加复杂和昂贵,但两次注塑可提供更快的循环时间,非常适合大批量生产,而包覆成型的手动传输使其更适合小批量生产。
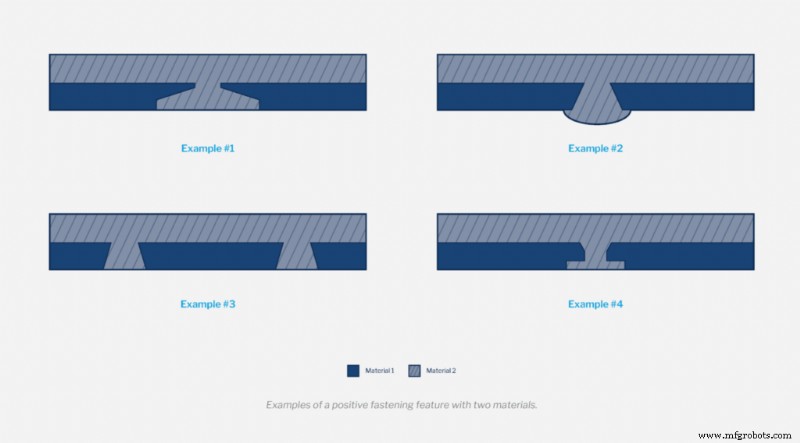
材料相容性(植根于化学相容性)描述了一种聚合物在暴露于另一种聚合物时保持的稳定性。不相容的配对可能会发生化学反应,导致空隙、变色,甚至灾难性的故障。对于无法形成化学键的聚合物,建议采用积极的机械紧固或物理互锁以保持接头完整性。
注塑模具材料选择的关键考虑因素
两种树脂之间的不匹配可能会导致各种后果,从生产区域挥之不去的气味到爆炸性的桶故障。因此,工程师在进行模具设计之前必须仔细评估树脂配对并确认不存在禁忌症。
通常不兼容的配对包括:
- 乙缩醛与 PVC 或 CPVC
- 含乙缩醛、PVC 或 CPVC 的离聚物
- TPV 与乙缩醛、PVC 或 CPVC
如果相同的机筒和螺杆用于多种树脂——无论它们的兼容性如何——彻底的拆卸和清洁是必要的。即使是不相容树脂的微量残留物也会引发反应。

摩擦、粘附和磨损如何影响多材料注塑
摩擦学——对运动表面之间的摩擦和磨损的研究——在设计卡扣配合或互锁组件中发挥着关键作用。选择低摩擦和高耐磨性的材料,例如 HDPE 或乙缩醛,有助于防止障碍并延长零件寿命。
工程师还可以采用金属嵌件(青铜或黄铜),以减少塑料在其周围模制时的磨损。通过强制紧固功能进行机械粘合可确保牢固的接头,而金属的低磨损特性可减轻长期退化。
尽管包覆成型和二次注塑工艺会产生化学或机械粘合,但仍然可能会出现粘合失效,尤其是热塑性弹性体 (TPE)。薄覆盖层(小于 1/16 英寸)可能冷却得太快而无法正确粘合,并且不成比例的长度与厚度比会促进卷曲或分层。
为了提高粘合力,无论弹性体类型如何,请考虑以下策略:
- 设计基材和覆盖层之间的突变过渡以避免变薄。
- 使用关闭装置为熔融材料提供硬停止,并消除卷曲或潜在的撕裂点。
- 确保工具中有足够的通风,以防止在包覆成型过程中滞留空气。
- 保持插件和基材清洁,以促进更好的粘合。
- 预热嵌件以增强粘合强度。
使用 SyBridge 掌握注塑模具材料选择
多材料注塑可提供耐用的集成零件,但选择正确的聚合物配对需要化学、摩擦学和设计方面的专业知识。像 SyBridge 这样经验丰富的合作伙伴可以指导您完成材料选择、设计优化和生产规划,确保可靠的接头和高质量的零件。
有关包覆成型或双色材料兼容性的问题,请立即联系 SyBridge 的设计师 。凭借多年的经验,我们帮助产品团队为下一个项目选择最佳材料。让我们一起创造非凡的事物。
工业技术