

打字机
背景
打字机分为五类。标准打字机是第一种制造的。它太重(15-25 磅或 5.6-9.3 公斤)不能经常移动,所以它被放在桌子或打字台上。标准打字机在托架(将纸张移动到位的部分)中有一个更宽的压板(一个橡胶覆盖的钢筒,用于吸收打字冲击),可以容纳超大的表格。便携式手动打字机体积更小,重量更轻,并配有便携箱,便于移动和存放。便携式打字机在家庭和学校中很受欢迎。
电动打字机比标准机器重,因为它们的电机和电气部件。电动机器使打字更容易,因为敲击键所需的努力更少。电动便携式设备比台式机更小、更轻,并且它们带有可存放电源线的手提箱。
最近生产的打字机——电子打字机——消除了标准机器和电动机器的许多缺点。电路板使电子打字机比其他型号轻得多(约 10 磅或 3.7 公斤)。个人文字处理器 (PWP) 与计算机密切相关。
历史
书写机早在十四世纪就已建成。第一台获得专利的书写机于 1714 年在英国制造,但从未制造过。第一台制造的打字机出现在 1870 年,是 Malling Hansen 的发明。它被称为汉森书写球,使用球体的一部分,球体上镶嵌着钥匙,钥匙安装在机器主体的一张纸上。
Christopher L. Sholes 和 Carlos Glidden 开发了一种带有键盘、硫化橡胶压板和木制空格键的机器。 E. Remington &Sons 于 1874 年购买了版权并开始制造。为了避免用相邻的常用字母对干扰打字机,Sholes 和 Glidden 将键盘的前六个字母排列在顶行左侧,其他字母分布在关于使用频率。他们的“QWERTY”系统仍然是排列字母的标准。
第一台雷明顿打字机只能打印大写字母,但 1878 年制造的型号使用 shift 键来升高和降低打字杆。 Shift 键和双字符字体在不改变类型栏数量的情况下产生两倍的字符。到 1901 年,约翰·安德伍德 (John Underwood) 生产的机器具有退格、标签和色带选择器,用于升高和降低色带。
George Blickensderfer 于 1902 年生产了第一台电动打字机,但直到 1925 年左右才制造出实用的电动打字机。 1961 年,国际商业机器公司 (IBM) 推出了 Selectric 电动打字机。大约从 1960 年到 1980 年,美国的标准打字机行业逐渐消亡。 IBM Selectric II 于 1984 年首次亮相,但 IBM 在 1990 年代初期停止生产电动车型,转而采用电子 Wheelwriter。到这个时候,个人电脑变得越来越流行。
到 1990 年代后期,供应给美国的大部分手动打字机来自三个公司。德国的 Olympia 制造标准便携式打字机,意大利的 Olivetti 制造标准办公打字机和两种便携式型号,印度公司 Godrej &Boyce Manufacturing Company 是最大的手动打字机生产商。
原材料
手提箱可以由木头、钢或塑料制成。钢是用于标准模型中大部分零件的材料。打字机使用成百上千个运动部件,而冷轧钢是最可靠的材料之一。
压板是一根钢管,上面覆盖着橡胶套。橡胶套由“buna-N”系列的特殊橡胶制成。胶水用于将橡胶套粘附到压盘管上。
按键由塑料制成,采用两次注塑成型工艺,将白色字符与周围的其他颜色的键顶制成。从 1970 年代开始,移印工艺已被用于将字符涂在墨水中,并在按键上涂上一层耐用的“透明涂层”。
一侧带有墨水的聚酯薄膜(塑料)色带用于转移字体。这些色带包含在可以扔掉的塑料盒中。
还使用其他材料。这些包括胶水、油漆、化学溶剂和其他流体、用于电镀某些部件的锌和铬,以及用于在某些部件上构建保护涂层的醋酸。
设计
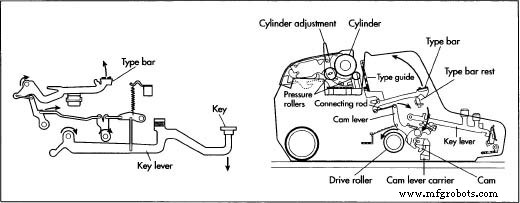
打字机有几个部件可以让它们生产打字纸;键盘是最明显的。每个键都连接到一个类型栏,可以抬起字体来敲打纸张。每种字体都有字母或数字和符号的大写和小写形式。字体栏和字体的组合称为字体篮。
聚酯薄膜(一种用非常薄的色带制成的塑料,在压板一侧涂有墨水)打字机色带使用墨水将字体上的图像转移到纸张上。其对齐与压板和纸张平行,色带导板抬起色带进行打印,然后将其降低。
压板停止字体,但允许对纸张施加足够的力以打印图像。笔架是位于打字机上部后部的盒状容器,承载压板、回车和行间距的杠杆、帮助引导和抓握纸张的导轨以及纸张本身。纸张插入滑架后部的进纸架(纸架)中,支撑并向上弯曲到纸台或纸槽中的打字表面,并通过两个进纸辊保持在压板的下侧。
一个擒纵装置(一种只允许在一个方向上以精确的步骤运动的装置)在每个字符被输入后控制马车向左的运动。擒纵机构中的主发条传递能量以移动滚珠轴承上的托架。
要在完成一行打字后向上移动纸张,行间距控制杆将压板朝打字机后部旋转。杠杆也是回车,它可以脱离擒纵机构并将马车推回右侧以进行新的生产线。转动压板末端的旋钮,以便取出纸张。
制造
过程
- 1 用于打字机部件的金属(主要是预回火钢)以圆形库存形式送达。圆材以 10-12 英尺长(3-3.75 米长)的钢、黄铜或其他金属棒材供应,直径范围广泛,用于制造螺钉、螺栓和铆钉。
- 2 根圆棒被分配到机器上,制造商在机器上标记并切割成铆钉、螺栓或螺钉的长度。螺丝机(类似车床的设备)通过切割螺纹、尖端和头部将圆形原料变成螺钉。滚刀(另一种类型的切割工具)通常用于将其他紧固件切割成一定长度和形状。
- 3 零件被送到电镀或精加工站,在那里进行防磨损和防锈处理。镀锌或镀铬是通过在导电的非金属溶液浴中处理金属部件来应用的。当镀液带有相反的电荷时,这些部件会受到轻微的电荷影响,导致来自小块锌或铬的原子被吸引到它们上面。由锌或铬原子薄层组成的电粘合涂层保护金属部件的所有表面。
- 每台机器内部的 4 个打字机部件都在一系列醋酸浴中处理,使金属变成黑色。这种形成黑色层(称为黑色氧化物)的过程有点像给衣服染色;该过程的通用术语是发蓝。醋酸浴后,金属部件再次浸入装有一种轻油的浸渍槽中。热油变干并在黑色氧化物上留下一层保护涂层。这些处理可防止零件生锈。
- 5 在精加工站,对外部零件进行抛光。操作员将抛光剂涂抹在机器上的抛光轮上,并将打字机部件靠在它们上面。旋转的轮子用化合物涂覆部件并使打字机部件发光。工人手工抛光非常小的零件,也使用抛光剂和手持式缓冲液。
- 然后铆接或钎焊 6 个零件以形成完整的零件以供组装。钎焊类似于焊接工艺,该工艺使用熔化温度低于被连接金属件的合金,以避免这些件熔化或翘曲。钎焊和铆接都会产生刚性连接,但当零件必须自由移动时也会使用铆钉。螺钉、螺栓和其他紧固件也可进行可移动连接。
- 7 压板是一个专门的组件,因为它需要使用重型机械进行精密研磨,并且该过程会产生橡胶粉尘。内部钢管(有时称为车轴或轴)是从空心圆形坯料中切割出来的。它在外侧进行了处理,以便于添加橡胶,并在末端进行处理以确保光滑度。同样,内部金属棒也是由圆钢切割而成。中心由钢板冲压而成。
- 8 然后将橡胶套管稍微加热以安装在压盘上,然后气压机将套管推到涂有胶水的管子上。在钢管上增加了一根杆和两个压盘中心,并增加了配件以紧紧固定杆和中心。
- 9 为了制作字体,在机器中通过将金属块振动到带有字母和其他字符的模具中来形成称为“字块”的空白金属片。当将坯料加工到模具中并硬化时,字体就会从机器中吐出。然后转移到子组件部分,将它们焊接在类型栏上。
- 10 导轨系统使用滚珠轴承从左到右滑动托架。托架的子组件包括将导轨安装到托架的底座、安装滚珠轴承以及连接弹簧和连杆。
- 11 回车杆伸出打字机的顶部。虽然它连接到托架以移动它,但它也有几个连接到压板、纸张处理系统和擒纵机构。杠杆及其连杆的一组端部连接到托架上。在将纸张放入打字机时,金属进纸架(也称为纸架)的部件组装在一起,并且架子连接到托架的背面。
- 12 纸张处理系统是另一个子组件。它包括纸槽(也称为纸台)、两个将纸张固定在压盘下侧的进纸辊(如微型压盘)、纸张释放杆和纸张对齐刻度(纸架)。纸张处理系统允许将纸张插入打字机,在打字时牢牢握住纸张,并在页面完成时展开。纸槽是一块 U 形钢片,由板材冲压而成,弯曲并电镀。
- 13 擒纵机构的子组件是一个齿轮系统,称为小齿轮的小齿轮、弹簧、链条、棘爪和紧固件。棘爪是一个小棒,每端都有一个齿,可以落入齿轮、棘轮或小齿轮的齿中。棘爪使齿轮系统向前移动,齿轮推动擒纵齿条将打字机的托架拉到新打字图像所需的每个空间。擒纵机构组装完毕
 打字机的内部机制。在一个合适的托盘状框架中,该框架将设置在打字机夹克坚固底面的内表面中。这个沉重的底面和其他组件的部分布置将连接在擒纵机构上,保护了敏感的作品。
打字机的内部机制。在一个合适的托盘状框架中,该框架将设置在打字机夹克坚固底面的内表面中。这个沉重的底面和其他组件的部分布置将连接在擒纵机构上,保护了敏感的作品。 - 14 打字篮子组件包含打字机 3,200-3,500 个零件中的许多零件。 typebasket 子组件在其末端固定带有字体的 typebar 以及将 typebar 连接到键的弹簧系统。每个字体都焊接到其类型栏的末端。每个 typebar 都有一个独特的角度弯曲,因此它的字体会与压板平齐。与马车中的那些一样,添加了滚珠轴承组以帮助将类型栏从上移到小写和后移。组装人员将打字杆插入打字篮中的相应位置,并将打字篮底部的末端连接到适当的弹簧上。当键盘和打字篮子组件在主装配过程中相互连接时,弹簧将连接到键上。
- 15 要开始键盘组件,每个键的帽都焊接到正确的键杆上。键杆连接到允许按下键的弹簧。控制杆放置在内部键盘框架的适当插槽中。弹簧系统也安装在键盘框架上,以便在主装配过程中与打字筐子组件的弹簧连接。
主要组件
- 16 标准打字机的五个关键部件(托架、纸张处理系统、擒纵机构、打字篮和键盘)被装上卡车并移至主装配线,在那里它们被添加到打字机框架上。
- 17 在机身内部,擒纵机构的托盘状框架用螺栓固定在打字机底壳的内表面。
- 18 滑架下侧的导轨固定在车身框架上部的匹配半部上。压板安装在托架框架的开口中。压板右侧中心杆的挤出端增加一个旋钮;在左端,一个固定回车和行距杆的配件安装在杆上,并用另一个旋钮完成。
- 19 插入键盘和打字筐,它们的框架用螺栓固定在车身框架上。一个钢制的 V 型缺口打字机安装在面向台板的打字筐的半月形上; V 形凹口为字体提供了一个开口以撞击压板。每个键的弹簧及其类型栏都链接在一起。
- 20 打字杆也连接到擒纵机构和马车连杆。为了将打字杆与打字板的开口对齐并以正确的角度敲击台板,工人们使用三尖钳轻轻弯曲每个打字杆。
- 21 当打字机的外壳由钢制成时,它与主机架相连。外壳坚固的底面早先已安装在主框架上,因为它还可作为擒纵组件的支撑。围绕托架形成护套下侧的两块钢连接到托架框架。两个上侧也安装在车架上。它们与下侧相匹配,为压板旋钮的内端提供圆形开口,因此它们可用于转动压板。马车夹克的背部和顶部 L 形部分连接到车身框架。键盘的侧面和顶部护套固定在键盘上。夹克的所有侧板都贴在下面,以加强框架和夹克;牢固的配合还密封了底部,以限制可能进入打字机内部的灰尘量。
质量控制
当原材料被运送到打字机制造厂时,接收者会登录这些材料,并将它们与设计和制造工程师提供的蓝图和规格进行比较。质量控制工程师还使用许多仪器来确定零件和材料是否可以接受,例如游标(短滑尺)、千分尺(也称为千分尺卡尺),它们是用于精确测量厚度的虎钳,以及高度计来确认方面。
打字机完成后,通过实际使用每台机器测试其性能来完成最终的质量控制检查。每台打字机都要检查装订键、打印质量、色带的推进和托架的移动,以及许多其他性能特征。仔细检查其外观是否有可能导致生锈的缺陷。
副产品/废物
大多数废物是在制造过程中产生的。冲压或冲压后留下的“骨架”和车削件以及螺丝机生产铆钉等零件的衬套(碎片)等钢材废料出售给打捞经销商,或熔化再利用。
塑料零件的使用越来越多,塑料流道和废弃零件也被回收利用。在制造厂,它们被重新研磨,这些塑料被添加到新的塑料批次中。批次中重新研磨塑料的百分比取决于零件的重要性和制造工程师的决定。
将压板磨圆时会产生大量的橡胶粉尘。粉尘被仔细控制并放置在收集箱中。冷却后的粉尘在收集箱中被带到垃圾填埋场。机器排气被罩在外面。少量其他材料被处理或回收。包含聚酯薄膜色带的着墨色带和盒式磁带有时会被拒绝,也被丢弃在垃圾填埋场。
未来
打字机在西方世界的前途渺茫,因为计算机几乎完全取代了它们。一些企业仍然需要有限用途的打字机,而且许多人发现打字机对于单项或小型任务更方便。
标准打字机、电动打字机和电子打字机在发展中国家确实有一些未来,亚洲和欧洲的制造商供应这个市场。 Brother在日本生产打字机,中国有两三个工厂,印度的Godrej &Boyce Manufacturing Company是世界上最大的打字机生产商。 Hermes、Olivetti、Olympia 和 Royal 品牌在欧洲的一两家工厂生产。在标准打字机制造的巅峰时期,Smith Corona 以 54% 的市场份额主导了生产;该公司不再生产自己的打字机,而是作为一家小型供应商,从韩国的一家工厂采购。
如今打字机的使用很少,而且它们作为真正华丽的机器的独特之处使它们广受欢迎,并赋予它们作为收藏品的受人尊敬的未来。古董商和其他专家在互联网上买卖稀有模型,收藏家使用时事通讯和网站交换信息。
哪里可以了解更多
书籍
布莱恩特,卡尔。 关于打字机和加法机。 纽约:Hawthorn Books, Inc.,1973 年。
戴维斯,玛格丽。 Woman's Place 位于打字机:Office Work and Office Workers 1870-1930。 费城:天普大学出版社,1982 年。
利诺夫,维克多 M.,编辑。 打字机:图解历史。 多佛出版社,2000 年。
期刊
弗雷泽,伊恩。 “打字机男。” 大西洋月刊 卷。 280,没有。 5(1997 年 11 月):81-92。
格罗尔,安妮。 “忠实于类型。” 华盛顿邮报 (2001 年 5 月 3 日):HOI。
其他
“打字机历史一览”。 MyTypewritter.com 网页。 2001 年 12 月。
阿娇 S. 福尔摩斯
制造工艺