

油漆
背景
油漆是一个术语,用于描述由悬浮在液体或糊状载体(例如油或水)中的颜料组成的许多物质。使用刷子、滚筒或喷枪,将油漆薄薄地涂在各种表面,例如木材、金属或石材。虽然它的主要目的是保护它所应用的表面,但油漆也提供了装饰。
20,000 至 25,000 年前制作的第一批已知绘画样本保存在法国和西班牙的洞穴中。原始绘画倾向于描绘人和动物,并且还发现了图表。早期的艺术家依靠容易获得的天然物质来制作颜料,例如天然泥土颜料、木炭、浆果汁、猪油、血液和乳草汁液。后来,古代中国人、埃及人、希伯来人、希腊人和罗马人使用更复杂的材料生产油漆,用于有限的装饰,如粉刷墙壁。油被用作清漆,颜料如黄色和红色赭石、粉笔、 硫化砷黄和孔雀石绿与阿拉伯树胶、石灰、蛋清和蜂蜡等粘合剂混合。
埃及人和希伯来人首先将油漆用作保护涂层,他们将沥青和香脂涂在船只的裸露木材上。在中世纪,一些内陆木材也得到了油漆的保护涂层,但由于油漆稀缺,这种做法通常仅限于店面和招牌。大约在同一时间,艺术家们开始用油煮沸树脂以获得高度混溶(可混合)的油漆,十五世纪的艺术家首先在油漆中添加干性油,从而加速蒸发。他们还采用了一种新的溶剂亚麻籽油,直到 20 世纪合成材料取而代之之前,亚麻籽油一直是最常用的溶剂。
1700 年左右,托马斯·柴尔德 (Thomas Child) 在波士顿建造了最早的美国油漆厂,这是一个花岗岩槽,一个 1.6 英尺(0.5 米)的花岗岩球在其中滚动,研磨颜料。第一个油漆专利是为一种改进了粉刷的产品而颁发的,这是一种在美国早期经常使用的水熟石灰。 1865 年,D. P. Flinn 获得了一种水性涂料的专利,该涂料还含有氧化锌、氢氧化钾、树脂、牛奶和亚麻籽油。第一个商业油漆厂用布尔石轮取代了 Child 的花岗岩球,但这些工厂继续只研磨颜料的做法(然后个别客户将其与家中的车辆混合)。直到 1867 年,制造商才开始为消费者混合车辆和颜料。
20 世纪见证了涂料成分和制造的最大变化。今天,合成颜料和稳定剂通常用于批量生产均匀批次的油漆。 1940 年代出现了由聚氨酯和苯乙烯-丁二烯等聚合物开发的新型合成载体。合成了醇酸树脂,并自那时起主导了生产。 1930年以前,颜料是用石磨机研磨的,后来被钢球取代。今天,砂磨机和高速分散混合器用于研磨易分散颜料。
也许与油漆相关的最大进步是它的扩散。而一些木屋、商店、桥梁和标志 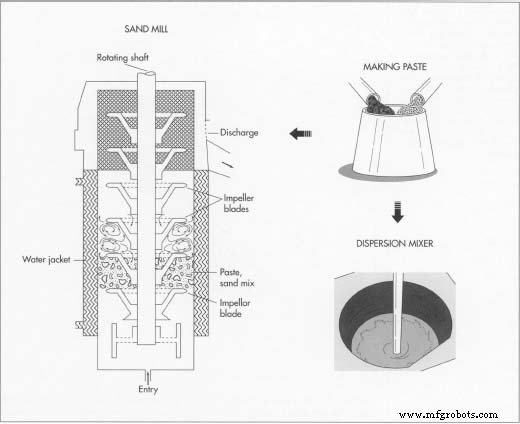 制作油漆的第一步包括将颜料与树脂、溶剂和添加剂混合形成糊状。如果油漆要用于工业用途,通常会被送入砂磨机,这是一个大圆柱体,可以搅拌细小的沙子或二氧化硅颗粒以研磨颜料颗粒,使它们变小并将它们分散到整个混合物中。相比之下,大多数商业用途点是在高速分散罐中处理的,其中连接到旋转轴的圆形带齿刀片搅拌混合物并将颜料混合到溶剂中。早在 18 世纪就被绘制出来了,直到最近大规模生产才使各种各样的油漆变得普遍不可或缺。今天,涂料用于室内外房屋粉刷、船、汽车、 飞机、电器、家具和许多其他需要保护和吸引力的地方。
制作油漆的第一步包括将颜料与树脂、溶剂和添加剂混合形成糊状。如果油漆要用于工业用途,通常会被送入砂磨机,这是一个大圆柱体,可以搅拌细小的沙子或二氧化硅颗粒以研磨颜料颗粒,使它们变小并将它们分散到整个混合物中。相比之下,大多数商业用途点是在高速分散罐中处理的,其中连接到旋转轴的圆形带齿刀片搅拌混合物并将颜料混合到溶剂中。早在 18 世纪就被绘制出来了,直到最近大规模生产才使各种各样的油漆变得普遍不可或缺。今天,涂料用于室内外房屋粉刷、船、汽车、 飞机、电器、家具和许多其他需要保护和吸引力的地方。
原材料
油漆由颜料、溶剂、树脂和各种添加剂组成。颜料赋予油漆颜色;溶剂使其更易于应用;树脂帮助它干燥;和添加剂充当从填充剂到抗真菌剂的一切。存在数百种不同的颜料,包括天然的和合成的。基本的白色颜料是二氧化钛,因其优异的遮盖性能而被选中,黑色颜料通常由炭黑制成。其他用于制造油漆的颜料包括用于红色的氧化铁和硫化镉,用于黄色和橙色的金属盐,以及用于蓝色和绿色的铁蓝和铬黄。
溶剂是各种低粘度、易挥发的液体。它们包括石油溶剂油和芳香族溶剂,例如苯、醇、酯、酮和丙酮。最常用的天然树脂是亚麻籽油、椰子油和豆油,而醇酸树脂、丙烯酸树脂、环氧树脂和聚氨酯是最受欢迎的合成树脂。添加剂有多种用途。有些,如碳酸钙和硅酸铝,只是填充物,在不改变其特性的情况下赋予涂料主体和物质。其他添加剂产生某些所需的特性 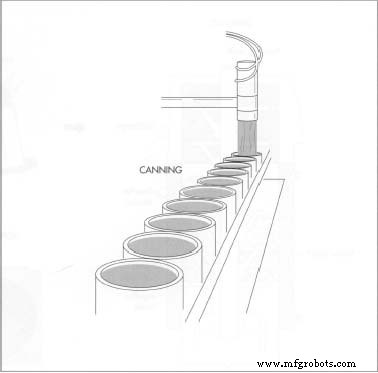 油漆罐装是一个完全自动化的过程。对于消费者可用的标准 8 品脱油漆罐,空罐首先被水平滚动到标签上,然后竖立放置,以便可以将点泵入其中。一台机器将盖子放在装满的罐子上,而另一台机器则压在盖子上以密封罐头。从线圈送入的金属丝,一个贝壳计切割并塑造手柄,然后将它们钩入罐中预切的孔中。在油漆中,例如使油漆具有光滑质地的触变剂、催干剂、抗沉降剂、防结皮剂、消泡剂以及许多其他使油漆能够很好地覆盖并持久的物质。
油漆罐装是一个完全自动化的过程。对于消费者可用的标准 8 品脱油漆罐,空罐首先被水平滚动到标签上,然后竖立放置,以便可以将点泵入其中。一台机器将盖子放在装满的罐子上,而另一台机器则压在盖子上以密封罐头。从线圈送入的金属丝,一个贝壳计切割并塑造手柄,然后将它们钩入罐中预切的孔中。在油漆中,例如使油漆具有光滑质地的触变剂、催干剂、抗沉降剂、防结皮剂、消泡剂以及许多其他使油漆能够很好地覆盖并持久的物质。
设计
油漆通常是定制的,以满足工业客户的需求。例如,一个人可能对快干涂料特别感兴趣,而另一个人可能想要一种在很长一段时间内提供良好覆盖的涂料。供消费者使用的涂料也可以定制。油漆制造商提供的颜色范围如此之广,以至于不可能在手头保留大量的每种颜色。为了满足“海蓝宝石”、“金丝雀黄”或“栗色”的要求,制造商将选择适合所需颜色深度的基料。 (柔和的油漆基料将含有大量的二氧化钛,即白色颜料,而较深的色调将含有较少的量。)然后,根据预定的配方,制造商可以从校准的圆柱体中引入各种颜料以获得适当的颜色。
制造
过程
制作糊状物
- 1 颜料制造商将一袋袋细粒颜料送到油漆厂。在那里,颜料与树脂(一种有助于润湿颜料的润湿剂)、一种或多种溶剂和添加剂预先混合以形成糊状物。
分散颜料
- 2 用于大多数工业涂料和一些消费涂料的糊状混合物现在被送入砂磨机,这是一个大圆柱体,可搅拌细小的沙子或二氧化硅颗粒以研磨颜料颗粒,使它们变小并将它们分散到整个混合物中。然后过滤混合物以除去砂粒。
- 3 高达 90% 的水性乳胶漆不是在砂磨机中加工,而是在高速分散罐中加工,供个人房主使用。在那里,预混合的糊状物通过连接在旋转轴上的圆形带齿刀片进行高速搅拌。该过程将颜料混合到溶剂中。
稀释膏体
- 4 无论是由砂磨机还是分散罐制造,现在都必须稀释糊状物以生产最终产品。转移到大釜中,用适合所需油漆类型的适量溶剂搅拌。
罐装油漆
- 5 然后将完成的涂料产品泵入罐装室。对于消费者可用的标准 8 品脱(3.78 升)油漆罐,首先将空罐水平滚动到标签上,然后竖直放置,以便将油漆泵入其中。一台机器将盖子放在装满的罐子上,第二台机器压在盖子上以密封它们。从线圈送入的金属丝,一个贝壳计切割并塑造手柄,然后将它们钩入罐中预切的孔中。然后将一定数量的罐子(通常是四个)装箱并堆叠起来,然后再送到仓库。
质量控制
涂料制造商采用了广泛的质量控制措施。成分和制造过程经过严格的测试,并检查成品以确保其质量。检查成品涂料的密度、研磨细度、分散度和粘度。然后将油漆涂在表面上并研究其抗渗色性、干燥速度和质地。
就油漆的美学成分而言,颜色由经验丰富的观察者和光谱分析来检查,看它是否符合标准的所需颜色。通过将涂漆表面的一部分暴露在弧光下并将褪色量与未暴露的涂漆表面进行比较来确定颜色对由元素引起的褪色的抵抗力。涂料的遮盖力是通过将其涂在黑色表面和白色表面上来测量的。然后确定黑色表面的覆盖率与白色表面的覆盖率之比,0.98 是高质量涂料。光泽度是通过确定从涂漆表面发出的反射光量来测量的。
衡量油漆更多功能质量的测试包括耐擦伤性,这需要刮擦或磨损干燥的油漆涂层。通过在干燥的油漆表面上制作校准为 0.07 英寸(2 毫米)的交叉影线来测试附着力。将一条胶带贴在交叉影线上,然后将其撕下;好的油漆会留在表面。可擦洗性是通过一台机器在油漆表面上摩擦肥皂刷来测试的。还存在对结算进行评级的系统。一种优秀的油漆可以静置六个月而不会沉降,并且评级为 10。然而,糟糕的油漆会在罐子底部沉淀成不混溶的颜料块,并评分为零。耐候性是通过将油漆暴露在户外条件下进行测试的。人工风化使涂漆表面暴露在阳光、水、极端温度、湿度或含硫气体中。通过燃烧油漆并确定其重量损失来检查阻燃性。如果损失量超过 10%,则该涂料不被认为是耐火的。
副产品/废物
最近关于挥发性有机化合物 (VOC) 排放的一项法规(加利福尼亚州规则 66)影响了涂料行业,尤其是工业油性涂料的制造商。据估计,在每年释放的 230 万吨 VOC 中,所有涂料(包括污渍和清漆)占 1.8%。新规定允许每升油漆含有不超过 250 克(8.75 盎司)的溶剂。油漆制造商可以用颜料、填料或其他基本油漆配方固有的固体代替溶剂。这种方法会产生较厚的油漆,更难涂抹,目前尚不清楚这种油漆是否持久。其他解决方案包括使用不使用溶剂的油漆粉末涂料、在可以回收 VOC 的封闭系统中涂漆、使用水作为溶剂或使用在紫外线或加热下干燥的丙烯酸树脂。手头有一些未使用的油漆的消费者可以将其退回购买点进行适当处理。
一家大型涂料制造商将拥有一个内部废水处理设施,可以处理现场产生的所有液体,甚至是雨水径流。该设施每天 24 小时受到监控,环境保护署 (EPA) 对所有油漆设施进行定期记录和系统检查。废物的液体部分按照当地公有废水处理设施的标准进行现场处理;它可以用来制造低质量的油漆。乳胶污泥可以回收并用作其他工业产品的填料。废溶剂可以回收并用作其他行业的燃料。干净的油漆容器可以重复使用或送到当地的垃圾填埋场。
制造工艺