

订书机
背景
订书机的种类几乎与它们的用途一样多。订书机用于:家具制造;医学领域;地毯钉;电线及绝缘安装;相框制造,当然,在家里或办公室。
订书机的尺寸范围也很大——从迷你订书机(手指那么小)到需要两只手才能使用的订书机。虽然订书钉没有特定的标准尺寸,但基本的家用(办公室)类型的线材尺寸为 。 017 英寸直径——通常被认为是典型的。平均的多用途订书机以平均线尺寸操作。 050 英寸的直径。建筑行业中使用的订书机使用类似于装在预装弹匣(包)中的钉子的东西——类似于枪支弹药,在短距离内可能几乎同样致命。
即使具有数十种用途的潜力,订书机最常用于装订多页文档和其他此类相关办公任务。它们非常便宜:“典型的”家用或办公室订书机的价格不到 10.00 美元,一包 5,000 个订书钉的价格不到 2.00 美元。
原材料
订书机由许多部件组成,其中大部分是金属冲压件和弹簧类零件。典型的家用或办公室订书机的主要部件包括底座;铁砧(将要装订的文件放在上面的金属板);杂志(装有订书钉);金属头(覆盖杂志);和吊架(焊接到底座上并固定连接弹匣和底座的销)。铆钉用于将零件固定在一起,销是上半部和下半部的铰接点。也有橡胶和塑料材料用于增强产品和使订书机美观。订书机中的弹簧通常执行两项独立的工作:它们将订书钉排在轨道上并准备好使用,并将柱塞刀片返回到其原始向上位置。 (柱塞刀片就像一个断头台,每次被压下时,它都会将一个订书钉与一排订书钉分开。)
最新的订书机几乎完全由塑料制成。然而,目前最常用的订书机仍然是那些由金属制成的订书机。因此,以下仅关注金属订书机及其制造方式。
制造
过程
虽然订书机的生产用途和尺寸各不相同,但每个订书机工作背后的基本原理保持不变,主要部件(弹簧、冲压件、铆钉、模具和销钉)一旦完成,组装成类似的成品。
形成弹簧
- 1 基本订书机中使用两种类型的弹簧:线圈和叶片。螺旋弹簧由金属制成,能够承受恒定的压力和释放并保持其形状。螺旋弹簧材料适当地缠绕在
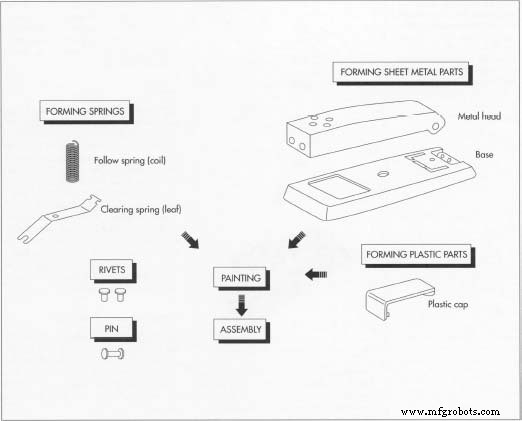 订书机的各个部分在组合在一起形成成品之前以各种方式形成。诸如随动弹簧之类的螺旋弹簧缠绕在杆上并进行热处理,而诸如清盘弹簧之类的板簧则被卷曲或弯曲成适当的形状。钣金零件(例如头部和底座)通常在冲头和模具之间冲压,而塑料零件可以注塑成型。尺寸的棒(类似于在铅笔周围缠绕细线),然后进行热处理以产生金属特性的变化 - 使金属具有“弹性”的变化。经过热处理的螺旋弹簧可以在合理的范围内被拉开和压在一起,并且仍然可以恢复到原来的缠绕状态。螺旋弹簧的一个很好的例子是 跟随弹簧, 将案例连接到 跟随块 ——杂志中将订书钉固定在杂志一端的金属片。
订书机的各个部分在组合在一起形成成品之前以各种方式形成。诸如随动弹簧之类的螺旋弹簧缠绕在杆上并进行热处理,而诸如清盘弹簧之类的板簧则被卷曲或弯曲成适当的形状。钣金零件(例如头部和底座)通常在冲头和模具之间冲压,而塑料零件可以注塑成型。尺寸的棒(类似于在铅笔周围缠绕细线),然后进行热处理以产生金属特性的变化 - 使金属具有“弹性”的变化。经过热处理的螺旋弹簧可以在合理的范围内被拉开和压在一起,并且仍然可以恢复到原来的缠绕状态。螺旋弹簧的一个很好的例子是 跟随弹簧, 将案例连接到 跟随块 ——杂志中将订书钉固定在杂志一端的金属片。 - 2 板簧,类似于跳水板,通常是通过弯曲或滚动(稍微卷曲)一块薄钢板,然后小心地将其加热到会产生内应力的温度制成的。将胡萝卜纵向切成薄片,然后将它们放入冰水中,使薄片卷曲;这与适当热处理弹簧时观察到的效果相同。钢保持卷曲或平坦的位置,并抵抗施加在其上的任何弯曲运动。板簧的一个例子是 清除弹簧, 订书机底部的部件,可让您从上部组件(弹匣和金属头)上松开底座。
零件冲压
- 3 冲压件通常由不同厚度的平板金属材料制成,夹在冲头和模具之间。当冲头推动材料时,它会从板材中“剪下”一块材料(冲头的形状)。在滚出的面团上使用曲奇刀时,也应用了类似的原理。冲压材料也可以在
 销、冲压件和弹簧分阶段组装,然后与上下半部组装在一起订书机框架。最后要组装的项目是脚 lanti-skid 橡胶垫)和卡扣式塑料盖。一卷材料的形式,看起来像一卷纸巾。 (材料类型和厚度取决于所制造零件的配置)。线圈允许使用线圈进料器在冲头和模具上自动进给材料。随着零件被冲压出来,线圈逐渐展开。这是批量生产冲压件的一种非常经济高效的方式,因为它不需要操作员将材料固定在冲头和模具之间。除了弹簧和铆钉外,大多数主要金属部件,如底座、金属头和砧座,都是这样制造的。
销、冲压件和弹簧分阶段组装,然后与上下半部组装在一起订书机框架。最后要组装的项目是脚 lanti-skid 橡胶垫)和卡扣式塑料盖。一卷材料的形式,看起来像一卷纸巾。 (材料类型和厚度取决于所制造零件的配置)。线圈允许使用线圈进料器在冲头和模具上自动进给材料。随着零件被冲压出来,线圈逐渐展开。这是批量生产冲压件的一种非常经济高效的方式,因为它不需要操作员将材料固定在冲头和模具之间。除了弹簧和铆钉外,大多数主要金属部件,如底座、金属头和砧座,都是这样制造的。
刹车成型
- 4 零件冲压后,通常会成型。如果形状复杂,则使用另一种类型的冲头和模具。也可以加热材料以使其软化,从而使材料更容易弯曲。大多数订书机部件都有一些方角,因此通常材料以 90 度角弯曲。现在有机器在同一操作中执行冲压和制动成型工艺;他们同时冲出形状并弯曲它们以制造适当的零件。这消除了制造所有零件所需的设置和不同机器的数量。
铆钉
- 5 铆钉通常由相当坚固的钢材制成,但它也必须具有一定的弹性。铆钉旨在将零件固定到位,就像螺钉和螺母一样,但铆钉是一体的,不容易拆卸。一端通常有一个头部(如钉子或螺钉),另一端通常是空心的(部分或沿整个长度)。铆钉是通过切断一块棒料并锻造它以获得所需的配置而制成的。锻造是一个类似于冲压的过程,不同之处在于起始材料已经几乎达到尺寸。锻造将最小程度地改变尺寸和形状;然而,材料的强度显着增加。
制作塑料模具
- 6 订书机的塑料件采用注塑成型,将液化塑料注入模具中。液体流入敞开的空隙,然后被冷却。随着模具冷却,塑料凝固并呈现出模具的形状。打开模具并取出零件。
制作别针
- 7 销钉不过是一块棒料,用锯子或加工中心切割成一定长度。由于销钉用作订书机上半部和下半部的铰接点,因此它通常由坚固的、可热处理的金属制成。
绘画
- 8 为了防止生锈,或出于美观的原因,一些组件被涂漆。零件挂在小架子上,放在传送带上,然后通过喷嘴。一些自动喷漆操作采用静电喷涂,其中零件和油漆 带电。油漆和零件被赋予相反的电荷——例如,油漆将被赋予负电荷而零件将被赋予正电荷——因为相反的电荷相互吸引。静电喷漆确保零件上每个可能的空间都被均匀喷漆。这种方法还消除了浪费的油漆(过喷)。
组装
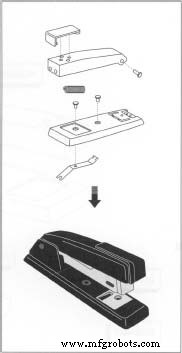
- 9 销钉、冲压件和弹簧分阶段组装,然后与订书机框架的上半部和下半部组装在一起。对于底部子组件,由底座、吊架、砧座和清除弹簧组成,零件被放置在一个装配夹具中,该夹具将它们固定到位,以便将铆钉放置在正确的孔中。一旦铆钉锁定到位,一个称为轨道铆钉机的工具 旋转铆钉的空心端,直到它向外塌陷并将零件固定在一起。上半部分由弹匣子组件、外壳、随动弹簧、驱动器弹簧和金属头组成,在其自己的装配夹具中以相同的方式组装。
- 10 上半部分和下半部分在另一个夹具中组合在一起,连接两者的销钉铆接到位。最后,最后的修饰,如脚(防滑橡胶垫)和塑料盖,然后按扣。
质量控制
所有组件的样品在制造时都经过单独测试。一定比例的零件在从自动机器上卸下时会经过彻底检查。仔细检查关键尺寸并对机器进行调整,或者在磨损时修理/更换工具。
零件组装好后,会对它们的功能进行抽样检查,并再次连续循环少量部件,直到它们磨损为止。检查磨损的组件是否符合要求,以确定它是正常磨损还是设计缺陷。
决定寿命和产品保修的一个重要项目是使用工厂推荐的订书钉。据说使用不正确的订书钉是造成大多数订书机故障的原因。应该注意的是,一些订书机公司只有在他们的订书钉专门用于设备时才会为其订书机提供服务(免费或象征性收费)。
未来
与大多数其他机制一样,订书机会不断调整和改进。随着新材料和新工艺的开发,许多用途被纳入各种产品,订书机也不例外。同样,订书机的使用将继续增加,因为最新的用途之一是在医疗领域作为缝线的替代品。
制造工艺