

Hakko 907 烙铁控制器
组件和用品
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 4 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
| |
| × | 1 | |||
| × | 1 | ||||
| |
| × | 1 | |||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 |
必要的工具和机器
 |
|
应用和在线服务
 |
|
关于这个项目
免责声明
这是控制器软件的第二个版本。修复了一些错误,实现了新菜单。 这个 控制器 是 没有 更长 支持。 对于要从头开始构建自己的新焊接控制器的人,强烈建议构建另一个可用的焊接控制器版本 这里 。如果您已经按照本文第一版搭建了控制器,请升级控制器固件。 之后需要再执行一次调优程序 固件 升级。
首先,有一个想法
当我上网浏览有趣的项目时,手工制作的焊台项目让我非常感动。同时该项目并不复杂,文档齐全且非常有用。我使用了没有任何控制器的通用烙铁,无法想象通用烙铁和这个之间的区别。所以创建自己的控制器来尝试一下是一个绝妙的主意。
我面临的第一个问题是连接器,它建在烙铁上。它很少使用,我找不到它的插座,所以我使用了另一对适合烙铁特性的连接器。此连接器为航空插头 GX16-5,在下面的组件列表中提到。当所有组件都通过邮件交付后,我可以构建自己的焊接控制器。
我的控制器的主要特点是:
- 采用PID方法来保持烙铁的温度。熨斗在大约 30 秒内升高温度,并将温度保持在 3 摄氏度以内。
- 控制器可以在大量使用的情况下保持温度,因为 PID 算法非常灵敏,可以快速增加提供的功率。
- 控制器支持两种工作模式:保持温度和保持供电。
- 控制器实现了加速旋转编码器。当编码器缓慢旋转时,温度设置改变 1 度。当编码器快速旋转时,温度设置改变 5 度。
- 在使用烙铁后,温度会存储在 arduino EEPROM 中,以防更改温度设置。
- 控制器在 EEPROM 中保存了两个自定义设置:显示亮度和用于显示温度的单位(摄氏度或华氏度)
- 控制器实现了环形缓冲区以将参数保存在arduino EEPROM中,这增加了我希望使用的EEPROM的资源。
- 控制器具有校准模式,可帮助调整可变电阻器(请参阅稍后的架构和说明)并校准温度设置。此模式在控制器设置过程中提供帮助。
控制器菜单
正如我之前提到的,控制器有几种模式:
- 待机模式
- 主要工作模式(保持温度)
- 电源模式(保持供电)
- 设置模式
- 调谐模式(焊接控制器校准)
当控制器刚上电时,待机模式被激活。在此模式下,烙铁断电,主屏幕上显示“OFF”消息。在此模式下,温度设置有时会显示在主屏幕上(左侧部分中的“t.”符号)。可以通过旋转编码器手柄来调节所需的温度。如果之前使用过烙铁,待机模式下的指示器会显示“冷却过程”,LED 条会指示烙铁的温度。当熨斗变冷时,主屏幕上会显示“C0Ld”信息。
要打开烙铁,请轻轻推动编码器手柄。控制器将切换到主模式。现在控制器将烙铁温度保持在所需温度附近。通过旋转编码器,可以改变所需的温度。主屏幕显示设定温度(左数字符号“t.”)或当前烙铁温度。 LED 条形指示灯显示提供的电源。要返回待机模式,请轻按编码器手柄。
在主模式下长按编码器可以开启电源模式。在功率模式下,您可以通过旋转编码器直接手动调整提供给烙铁的功率。主屏显示熨斗温度,LED条显示供电功率。长按旋转编码器手柄将使控制器从电源模式返回到主模式。
要进入设置模式,请在待机模式下长按编码器。在设置模式下,可以调整配置参数。此模式下有 5 个菜单项:
- 温度单位('Un. C/F')
- 显示亮度('br.[0-15]')
- 铁校准('tunE')
- 保存更改('APLy')
- 取消更改 ('CACL')
旋转手柄选择菜单项。要更改所选项目,请轻按编码器手柄。调整好参数后,再次按下手柄返回设置菜单。长按编码器手柄可返回待机模式并将参数保存在EEPROM中。可以通过轻按“应用”项目上的编码器来保存参数。要从菜单返回主模式并放弃任何更改,您可以等待 30 秒或选择“取消”项。
传感器读数的关键模式变化
该控制器的电气图与原来的有细微的变化。首先,我的铁柄,hakko 907,用的是热敏电阻,不是热电偶测温度。这意味着用于读取温度的架构应该如下图所示进行更改。
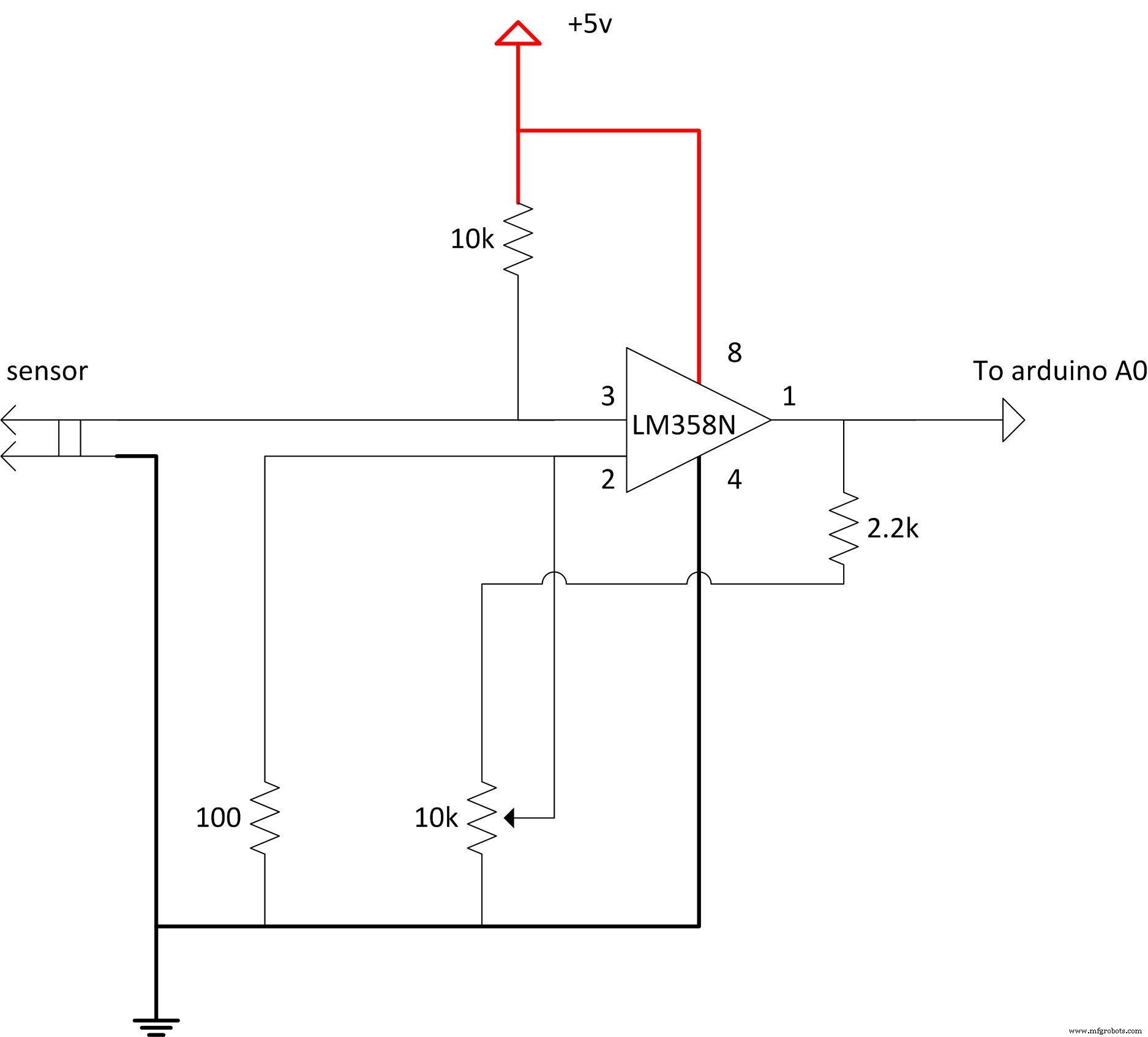
hakko 907手柄的传感器电阻不同:冷时约为50欧姆,烙铁温度达到400摄氏度时电阻上升到200欧姆左右。可能其他铁柄可以有不同的参数,所以我决定使用可变电阻来调整放大器 LM358N。这个可变电阻应该按以下方式调整:当熨斗很热时,输出电压应该变成大约 4 伏(arduino 中 A0 引脚的读数为 700)。
第二次发布的注意事项 :放大器 LM358N 不是很准确。该放大器的温度读数有一些波动。如果你要构建新的控制器,建议使用 另一个 版本的硬件或用更准确的放大器替换放大器。例如 ad822、lt1013 或 lmc6462。
为了简化校准程序,在控制器内部实现了调谐模式。调谐模式可以从设置菜单运行。
校准程序有两个目标:调整变量寄存器和计算将内部温度读数转换为摄氏度或华氏度的公式。烙铁温度是通过读取arduino的A0引脚以内部单位0-1024测量的。使用内部温度单位不方便,因此我们需要将这些单位转换为人类可读的值。
调谐模式
您需要外部温度计来校准控制器。
在调谐模式下,您可以调整可变电阻器并校准控制器的温度读数。在程序草图中,假设烙铁的温度区间为 180 - 400 摄氏度。可以通过在程序内部编辑常量来更改此间隔。
调谐菜单有以下5项:
- 调整温度上限(左部分的上方块)。
- 调整较低的温度(左侧部分的低方块)。
- 将默认值写入 EEPROM ('dEFt')。
- 保存校准数据 ('APLy')。
- 返回上一级菜单而不进行更改('CACL')
前两个菜单项中的数字表示传感器读数的上限和下限。一开始,这些值都为零。
当调谐模式激活时,您需要设置最高和最低温度。首先,设置最高温度。在此模式下,控制器以内部单位显示温度读数。旋转编码器调节功率保持400摄氏度(使用外置温度计)。一开始你可以把功率调到最大值以加快熨斗加热,然后降低功率以保持温度在 400 度。
现在旋转可变电阻手柄 获得大约 700 左右的读数。确保这个读数不是最大值,旋转变量寄存器得到730-750,然后返回700。这很重要,因为控制器应该能够测量大于最大值的温度。
调整好变量寄存器后,轻按编码器。现在是时候调整最低温度了,180 度。旋转编码器降低功率以保持180度的温度然后长按 保存更改的句柄或从菜单中选择“APLy”项。控制器保存 400 和 180 摄氏度的内部温度读数。此数据将用于将内部温度读数转换为摄氏(或华氏)度。
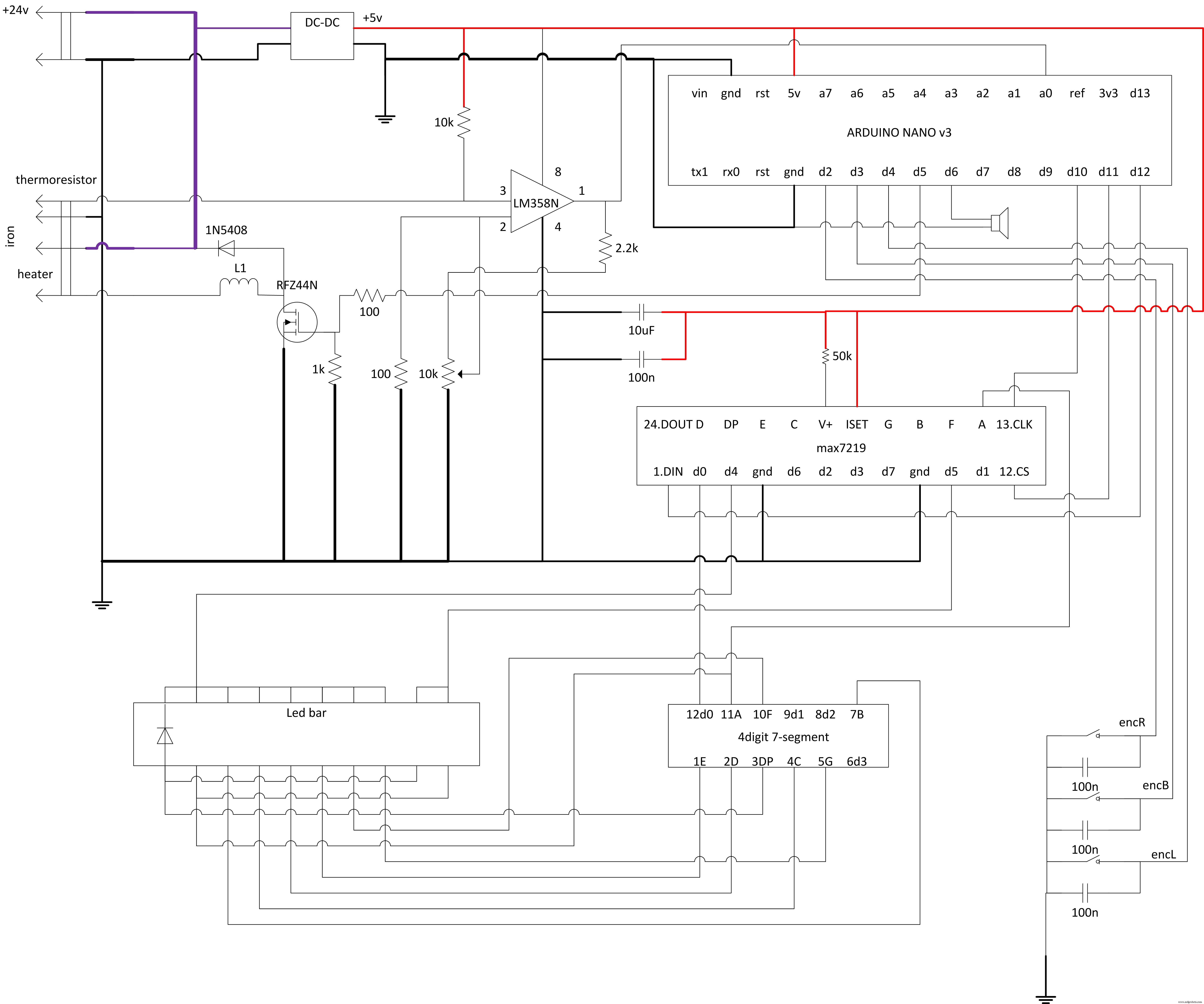
烙铁加热器的细微结构变化
我的朋友建议另一种架构更改以节省电源电容器的资源。如下图所示,当 PWM 激活 MOSFET 晶体管时,该架构实现了一些电感以限制功率峰值。

L1 电感是一个直径约 2 厘米的铁氧体磁芯,带有 12 轮 1 毫米的导线。当 MOSFET 闭合时,二极管 1N5408 从 L1 电感中去除功率。我希望这个建议可以节省电源资源。如果不喜欢做这个电感可以用直丝代替。
结论
使用受控烙铁是一种极大的乐趣。加热速度快,并保持适合情况的温度。
代码
焊接控制器源代码
https://github.com/sfrwmaker/soldering_controller/blob/master/soldering_station.ino示意图
制造工艺