

如何铸造铝:铝铸造方法的比较
铝的铸造方法在不同的制造工艺中有所不同,从砂型铸造、压铸、压力压铸、连续铸造, 壳模铸造 等 每个铝铸件 过程 会有它的优点和缺点。 D 根据铸件的大小和复杂程度,我们可以选择最合适的方法。
铝广泛应用于不同的铸造零件,服务于一系列行业,包括非工业和工业用途。对于那些经常怀疑“如何铸造铝制零件”的人 ,答案是铝铸造厂使用各种铸造技术,质量是决定哪种技术适合的关键因素之一。
铸件的质量是衡量铸件内外及其强度和延展性的标准。工程师必须始终发扬铝铸造方法的优点和克服缺点,以提高产品质量,最大限度地满足客户的需求。
比较铝铸造方法:
| 铸造过程 | 尺寸范围 | 公差 | 模具成本 | 大批量相对成本 | 少量相对成本 | 表面处理 | 最低草稿要求 | 最小截面厚度 |
|---|---|---|---|---|---|---|---|---|
| 砂铸 | 所有尺寸 | 0-3″ =1/32″ 3″- 6″=3/64″ 6+″=1/18″。跨分型线向小铸件添加 0.020 英寸。 0.090″ 到大型铸件。 | $50-$15,000 | 低 | 最低 | 175-350 有效值 | 1-5⁰ | 0.125''-0.25'' |
| 压力铸造 | 体积小 | 不小于 0.002 英寸。受分型线影响的尺寸增加 0.010 英寸。 | $5,000-$150,000 | 最低 | 最高 | 20-90 有效值 | 1-3⁰ | 0.050″ 小件 0.080″ 中件 |
| 壳模铸造 | 正常最大80cm 2 可用模具面积。 | 1″ =0.004″ 1″-3″ =0.010″ 3″-6″ =0.013″ 6″-12″ =0.016″ 12″-20″ =0.020″。在分型线上添加 0.005"- 0.010"。 | $1,500-$25,000 | 中等 | 中等 | 75-125 | 外部:0 到 1 1/2⁰。内部:0到2⁰ | 0.100'' |
| 永久转换 | 0.25kg-50kg | 0.015 英寸到 1 英寸。如果是小铸件,跨分型线添加 +/- 0.010",如果是大铸件,则添加 +/- 0.030"。 | $1,500-$55,000 | 低 | 最低 | 125-200 有效值 | 2-4⁰ | 0.100″-0.150″ |
| 投资铸造 | 1 盎司-100 磅 | +/-0.005″-3″ +/-0.002″ 之后 | $500-$20,000 | 最高 | 中等 | 60-120RMS | 无 | 0.3'' |
| 离心铸造 | 直径:1 – 120 英寸。长度:最长 50 英尺。重量:最长 5 吨 | ± 0.01″ 对于圆柱形。 ± 0.002″ 复杂形状。 | 没有信息 | 低 | 中等 | 63 – 500 μin 用于圆柱形状 32 – 500 μin 用于复杂形状。 | 无 | 0.1 – 5.0'' |
| 连续投射 | 可达0.2-1m | 低 | 高 | 无 | 取决于形状 |
铝铸造方法的讨论
1。铝砂型铸造
砂型铸造是最古老的铸造方法之一 大约在 2000 年前出现。砂型铸造已用于铸铝 自20世纪初以来铝金属开始流行。
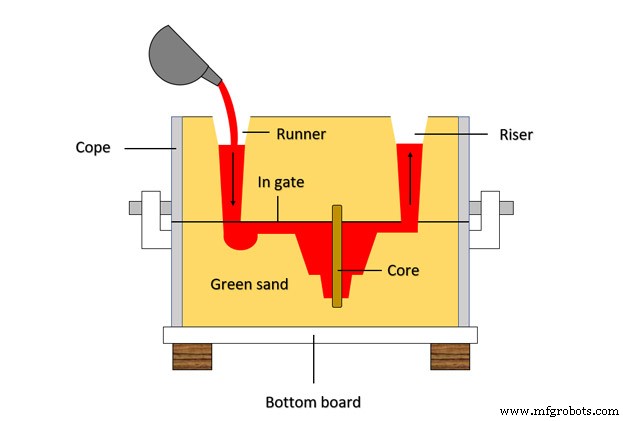
在铝砂铸造 ,模具由沙子和粘合剂制成;将图案放入模具内并压紧。
取出模型后,创建一个模腔,该模腔是铝铸件形状的复制品。
通过浇注系统,将熔融铝倒入模具型腔并凝固。随着铸件的冷却,铸机打破砂型,收集铸件。
如今,砂型铸造技术的进步增加了铝砂型铸件的重量和平均尺寸。许多砂铸铝制品的重量超过 50 公斤,甚至有些铸件高达 100m 3 .
请参阅此处有关砂型铸造的文章。
铝砂铸造的优点
- 成本低。
- 灵活地制造铸件数量,无论是小订单还是大订单。
- 任何铝合金都可以砂铸,包括具有热脆性的合金。
- 湿砂的抗压强度较低,因此可将热裂缺陷的风险降至最低。
- 灵活调整图案设计。
铝砂铸造的缺点
- 表面光洁度不光滑。可进行喷砂处理以提高表面质量。
- 铸件尺寸的公差比其他铝铸造方法高。
如何计算铝铸件收缩率:https://vietnamcastiron.com/aluminum-casting-shrinkage/
铝砂铸造的应用
很难提及大多数铝砂铸造应用,因为这种铝铸造工艺可以制造几乎所有零件 各种尺寸。
如果预算适中,想铸造对表面光洁度要求不高的铝制品,那么砂型铸造法是第一选择。
湿砂金属铸件详图:
2。铝压铸件
压铸有两种类型:铝高压压铸 铝低压压铸 .
高压铝压铸
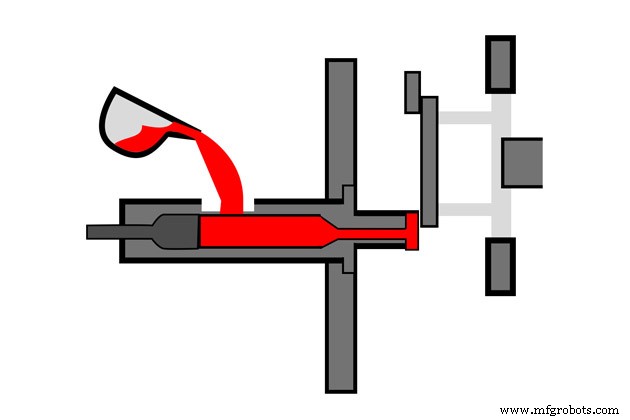
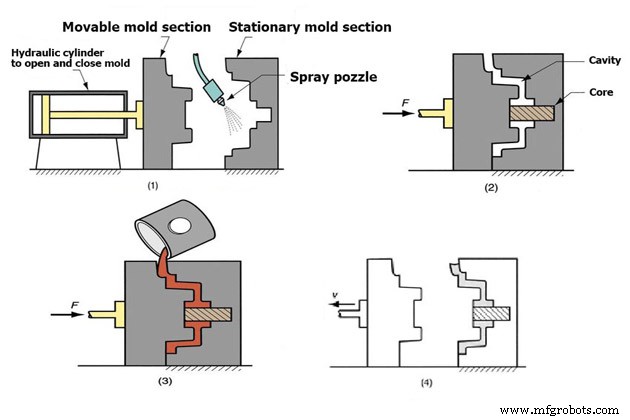
高压铝压铸是制造铸件的铝铸造工艺 将铝液在高压(约 1200 bar)下通过汽缸手枪压入钢模具中。
液态铝被高速泵送并迅速凝固形成铝铸件。
高压有两种类型的铸造室 铝 死 演员 ing :
- 热室 :是一个铸造室,气缸和手枪位于炉系统中,温度与铝合金的熔点相同。
- 冷藏室 :是一个铸造室,将熔融的铝合金倒入气缸中,然后活塞通过很大的压力将金属推入模具中。这把手枪没有放在烤箱里,被认为很酷。冷室主要用于铝合金。
铝高压压铸适合小细节的大批量生产 ,重约5kg,切割面薄,厚度约0.4mm。铝铸件越大,成本越高。
低压铝压铸件
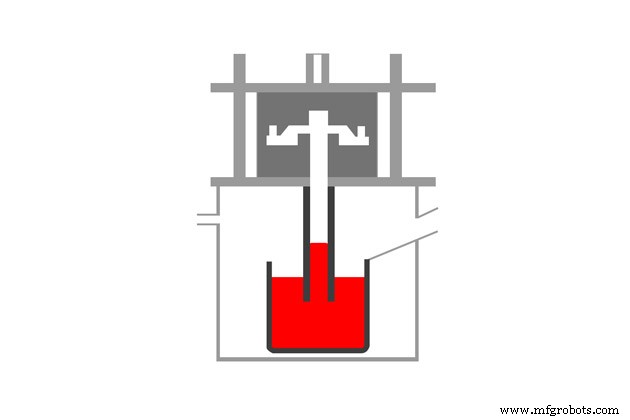
采用低压铝压铸件,模具内充满来自压力可调坩埚(通常为 0.7bar)的液态金属。
金属退火炉位于下方(而不是像高压铝压铸那样水平放置),熔融铝直接从底部向上泵入以填充模具 .
铝低压压铸适用于制造壁厚为3mm的铝铸件 或更多,体积可达150kg。
在压铸中,铝合金是最常铸造的金属之一,是其他金属铸造方法的两倍。
压铸法中使用的铝合金种类
- 380.0(Al+Si+Cu+Mg):铸造铝合金,机械强度高,耐腐蚀性好,稀释度高,价格低廉。常用于铸造变速箱。这类合金占当今压铸铝压铸所用铝合金的 85%。
- A360.0(减少Cu量):高档铸造铝合金,杂质少,耐腐蚀性比380好。用于铸造乐器,防腐细节。
- 413.0 (Al + Si):铸造合金,耐腐蚀性比 360 更好。常用于铸造手枪、曲轴。
- 518(Al + Mg):最好的锭(锭)合金,耐磨性最好,但稀释度低,难以铸造,成本高。
压铸的优点
- 铝铸件的严格公差。
- 表面光滑有光泽,表面缺陷少,使产品更容易涂漆。
- 铝粒质地致密、致密、细小、光滑,有助于铸件具有较高的机械性能和良好的耐磨性。
- 适用于自动化生产线。
压铸的缺点
- 由于铝液高速泵送且冷却迅速,将冷凝液夹带到铸件中,使其难以焊接和热处理。为了处理铸件中的气体,铸造厂可以使用真空除氧化皮技术。应选择冷冻温度范围较短的铝合金。
- 运营和模具投资成本高,只适合大订单。
- 与砂型铸造方法一样,产品设计调整非常困难。
- 由于高压合金流动,模具很快磨损。
压铸的应用
这种铝铸造工艺具有广泛的应用 从照明部件等简单的部件到发动机、变速箱壳体、车轮、汽车悬架和航天器等复杂部件。
3。壳模铝铸件
壳模成型是一种成型技术,由热固性酚醛树脂制成的模具 .
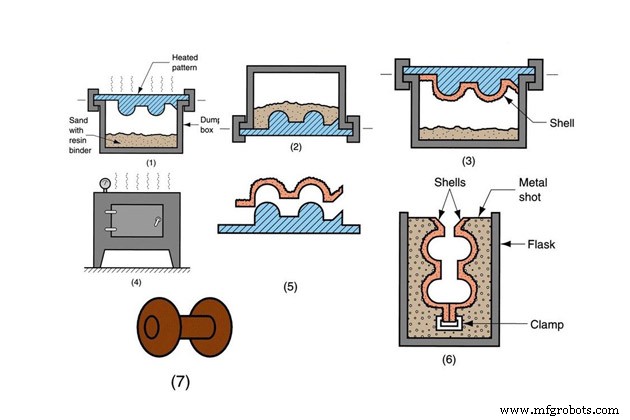
首先,两半图案由金属设计和制作,然后加热并涂上润滑剂。然后将图案放入上面准备的热固性砂室中,然后将其倒置。树脂砂的混合物粘在图案上硬化形成外壳。
图案被移除,留下一个外壳。图案的两半将形成两个约 10-20 毫米厚的壳模。这两个壳模组装成一个完整的模具。将液态铝倒入模具中,凝固成铸件形状。
此时,只需打破模具的外壳,我们就可以收集铸件 .
壳模铝铸件是适用于制造空心或压铸件的铝铸造方法之一 .
壳模铸造的优点
- 表面光洁度的完善程度较高。
- 铸件尺寸更准确;公差很紧。
- 该模式可重复使用。
壳模铸造的缺点
- 生产成本高。
- 对于大型复杂的铸件,铸件并不容易。
壳模铸造应用
这种铝铸工艺适用于铸造气缸盖、连杆、发动机缸体和歧管、机器底座、卡车引擎盖、阀体等。
4。永久模具铝铸件
永久模铸铝又称金属模铸造,是以金属为模具材料的铝铸造方法之一。 类似于压力压铸。因此,液态铝通过其重力被推入模具中 ,所以浇注速度很低。
由于模具采用金属制造,铸件冷却速度快。模具使用寿命长,故称为永久模具 .
永久模具铝铸件适用于铸造质量大于高压压铸件,约10kg。体积越大,成本越贵。
如果与热处理方法相结合,金属模具的机械性能会有所提高。小铸件冷却快,无需热处理。
为获得最佳机械性能,在高温下用特殊溶液处理,然后冷却并允许自然或人工老化 .
永久型铝铸件使用的铝合金
- 366:制造手枪和汽车。
- 355.0、C355.0、A357.0:制造齿轮箱,用于火箭零件等高强度部件。
- 356.0、A356.0:机器零件、飞机轮子……
永久模具铝铸件的优点
- 由于铸件的冷却速度快,铝铸件的性能很高。
- 低铝收缩率和气孔缺陷。尺寸公差只有 1 毫米左右。
- 良好的表面质量 1-6 µm Ra。
- 减少废料。
永久模具铝壳的缺点
- 成本高。
- 难以制造复杂度高、尺寸大的铝铸件产品。
- 产品设计难以调整。
永久模具铝铸件应用
在汽车工业中,制造齿轮、铸件、悬架、燃油喷射外壳和发动机活塞等零件。飞机零件也经常通过永久模具铝铸件制造。
这种铝铸造工艺用于汽车和飞机工业,用于制造零件,例如齿轮、悬架、手枪、燃料外壳等。
5。铝熔模铸造
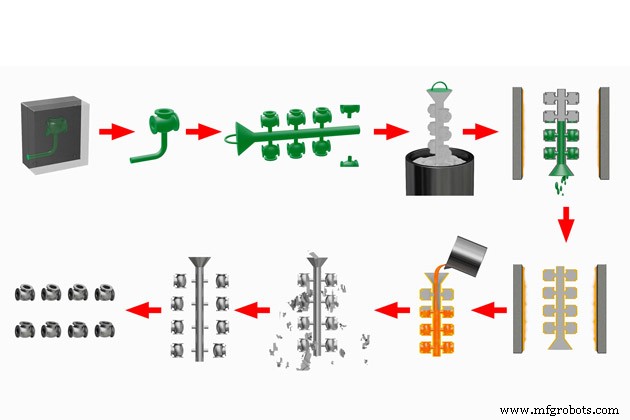
铝熔模铸造,也称为铝失蜡铸造 , 是通过将蜡或热塑性塑料插入预制金属或橡胶模具中的铸铝方法。
蜡样收集并组装成树枝 连接到浇注系统以在同一批次中浇注。蜡模现在将与耐火材料一起应用 .重复此过程,直到外护套达到 5-15mm 的厚度。这个外壳是投资模具 .
然后将树干加热,使里面的蜡溶化,使模具的内腔保持所需的铸件形状。
然后在浇注铝液之前加热熔模。模具中出现的任何裂缝都可以用陶瓷或特殊材料修复 .
熔化的铝被倒入模具中,在它变干后只会破坏外部陶瓷外壳。铸件从树上移除并传递到精加工过程。
铝熔模铸造的优势
- 高精加工表面,高尺寸精度。
- 可以铸造复杂的铝铸件。
- 一次铸造许多铝铸件。
铝熔模铸造的缺点
- 生产成本高。
- 由于铸件包括核心,铸件会很复杂且难以铸造。
- 需要更长的生产周期。
- 通常只适用于小型铝铸件。
铝熔模铸造应用
失蜡铸造技术在航空航天工业、电力工业、武器、汽车、军事、天然气和石油等领域制造铝铸件等有很多应用......
6。铝离心铸造
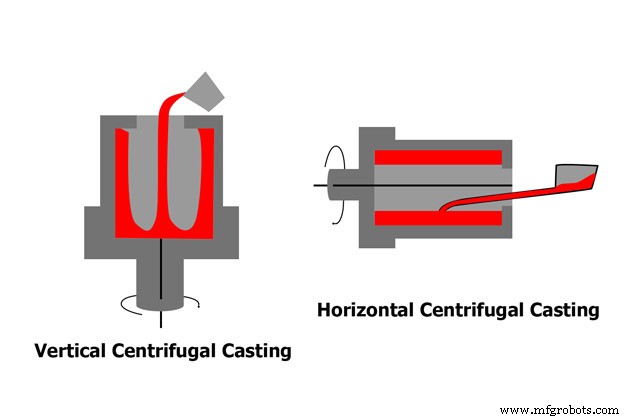
铝离心铸造是一种铝铸造工艺,其中模具由金属、石膏或石墨制成。 模具旋转 在离心铸造机上,而在外部将熔融铝倒入模具中。液态铝会在离心力的作用下均匀分布在模具壁上 并根据模具的形状进行硬化。
离心铸造模具有两种类型:立式离心铸造 具有垂直轴和水平离心铸造 有一个水平轴。模具的旋转电机带动模具旋转,使金属均匀地铺展在模具表面。
铝离心铸造的优点
- 由于离心力有限且金属紧密封闭,铝铸件的尺寸精度很高。
- 铝铸件具有较高的机械性能,外部有细小的金属组织。
- 无需使用磁芯,中间仍可空置,节省磁芯制造成本。
- 无需浇注系统来节省金属。
铝离心铸造的缺点
- 铝离心铸件内表面光洁度差,杂质多,内径不正确。
- 通常只适用于铸造圆形或圆柱形铝制零件。对于复杂的铸件形状,需要与壳模铸造法相结合。
离心铸造应用
铝铸造厂使用离心铸造来生产喷气发动机压缩机、石油化工炉管以及许多军事和国防设备的铝铸件。
7。铝连铸
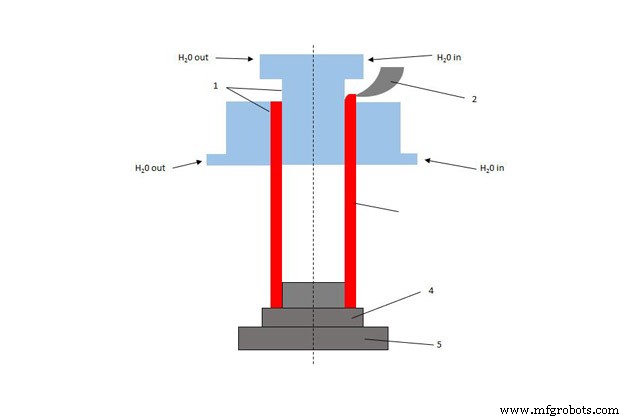
铝连铸是一种将铝合金连续浇注到模具中的铸造工艺。 带有循环水冷却系统。无论铸件在哪里制造,都会立即冷却并取出。
紧接在铸造系统之后的将是一条连续的冲压和轧制生产线。铸造产品是铝条、铝板或铝管,尺寸不超过 0.2x1m。
它是一种非常高效的铸造系统,广泛用于铝和钢铸造厂 .
连铸的优点
- 由于冷却速度快,铝连铸件具有很高的机械性能。
- 轻松实现自动化,从而提高生产力。
- 铸件表面完美,金属晶粒组织严密。
铝连铸的缺点
- 仅适用于形状简单的铝铸件。
- 不可能铸造具有横截面长度的物体。
- 初期建设成本高。
铝连铸应用
铝连铸用于铸造不同尺寸的金属棒材、金属管材。
此外,还有其他几种用于制造铝铸件应用的铝铸造方法,如真空密封成型工艺、烧蚀铸造、消失模等,它们也具有与上述铸造工艺相似的许多优点。
考虑合适的铝铸造技术

每种铝铸造工艺都有其优点和缺点。在仔细参考文章中比较不同铝铸造方法的信息后,根据您的预算、您要定位的铝铸产品类型、精度要求和年产量来选择您的铸造厂。
许多其他因素正在影响铝铸造技术的选择 .但是,希望通过文章中提供的信息,VIC 在一定程度上帮助读者更好地了解铝铸造方法并做出正确的决定。
在 VIC,我们拥有一套采用各种加工技术的金属铸造厂系统。尤其是在铝铸件方面,VIC 采用湿法砂和消失模铸造技术,并有望通过其他符合市场需求的铸造技术扩大生产线。
VIC很高兴与全球合作伙伴合作,帮助客户销售质量和价格合理的金属铸造产品。
联系方式:
越南铸铁有限公司
- 地址:越南海防市水原区莱轩
- 电话:+84 86 543 0133
- 电子邮件:ADMIN@MFGROBOTS.COM
制造工艺