

压铸件:铝压铸件的工作原理
最近更新于 2022 年 4 月 28 日
几个世纪以来,有许多方法用于铸造金属。其中一些方法可以追溯到 5000 多年前。最现代和最有效的方法之一是压铸。
压铸是一种金属铸造方法,它涉及将熔融金属倒入模具型腔中,使其凝固以形成模具的形状。这种金属成型技术允许零件尺寸和形状的多功能性,即使对于具有内腔或空心截面的复杂形状也是如此。
铸造不只针对金属,也可用于玻璃、陶瓷、塑料等非金属材料。大多数金属压铸件是使用有色金属制成的,例如锌、铝、铜、镁和铅。本文讨论了铝压铸的细节和优势,以帮助您选择生产所需铝件的最佳材料。
铝压铸是使用最广泛的方法之一,用于制造航空航天和飞机部件、电子元件和车辆部件等各个主要行业。让我们详细了解铝压铸的工作原理。
什么是铝压铸件?
铝压铸是一种制造具有良好纹理或光滑度、表面光洁度好、尺寸稳定性高的铝制零件的方法。铝用于金属铸造的原因如下:
-
它重量轻,对于复杂形状和薄壁非常稳定。
-
它具有高导热性和导电性。
-
具有良好的耐腐蚀性。
-
它在非常高的温度下仍能保持强度。
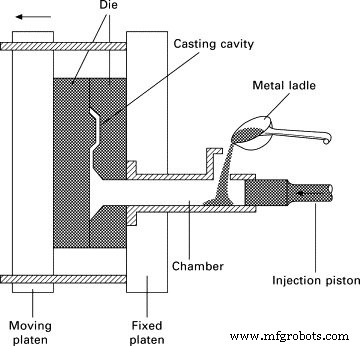
压铸设备和机器的两种基本类型;热室压铸机和冷室压铸机,铝铸件在冷室机中加工。由于铝合金即使在非常高的温度下也能保持强度,所以需要高压。
因此,铸造金属在送入冷室机器之前在单独的熔炉中熔化。然后机器使用加压柱塞将熔融金属压入模具。
铝压铸件的工作原理是什么?
与任何典型的压铸工艺一样,铝压铸还涉及将液态铝倒入称为模具的模具中,并使其凝固成所需的形状。压铸模具至少由两半制成,以允许取出铸件。模具的形状会影响铸件中非常复杂的形状和复杂的特征。这或多或少是任何铸造技术的症结所在。

铝压铸工艺可分为以下9个步骤:
1. 铝合金锭暴露在高温下直至熔化;
2. 两个半模在合模前清洁和润滑;
3. 铸件的模具是用两个钢模加工成所需的形状并通过压铸机夹紧在一起;
4. 将铝液高压注入型腔,使其凝固;
5. 注射前将熔融金属转移到腔室的过程取决于使用的是冷室压铸机还是热室压铸机;
6、冷室压铸机用于铸造铝、镁等高熔点合金。因此,铝压铸是使用冷室机进行的,在冷室机中将熔融金属倒入铸件中。由液压缸泵送;
7、让热铸件冷却凝固。熔融金属填充模腔以形成所需的模具设计形状;
8、两半模分离,顶出铸件;
9. 最后,通过锯切、切割等二次操作修整附着在铝铸件上的多余材料。
铝压铸是最快、最精确的高压压铸工艺之一。回收的铝模具质地良好,硬度高,耐腐蚀性好,表面光洁度要求低。与砂铸模具不同,钢模具是可重复使用的,因此,铝压铸是大批量生产铝件最可行的方法。
压铸件用铝合金材料
铝压铸最常用的合金是A360、A380、A383和A413。每种都有自己的优点,因此合金的选择取决于设计要求。下表总结了这些合金的一些性能。
| 铝压铸材料 | A360 | A380 | A383 | A413 |
| 硬度 | 75 | 80 | 75 | 80 |
| 伸长率(2 英寸中的百分比) | 2.5 | 3.5 | 3.5 | 2.5 |
| 剪切强度 | 28 | 28 | —— | 25 |
| 拉伸屈服强度(ksi) | 25 | 23 | 22 | 21 |
| 极限抗拉强度(ksi) | 44 | 46 | 45 | 43 |
| 导热系数 | 65 | 56 | 56 | 70 |
| 电导率(% Cu) | 30 | 27 | 23 | 31 |
| 密度(磅/英寸3) | 0.095 | 0.099 | 0.099 | 0.096 |
铝压铸件需要后处理吗?
一旦从模具中取出铸件,它仍然需要精加工以增强零件的美观性和功能特性。这些最后润饰可能会增加组件的光泽、提高耐腐蚀性、增加耐磨性或防止暴露在环境中。
然而,铝模具需要最少的精加工或根本不需要精加工,因为按照铸造标准,它已经具有非常好的表面光洁度。表面上的小瑕疵可以很容易地通过打磨来解决,其中包括使用沙子等研磨材料来平滑表面。
也可以对金属零件进行喷丸处理和粉末喷涂等其他精加工工艺,以提高耐磨性并分别添加保护涂层。
铝压铸件的优势
铝铸造是全球最受欢迎的铸造工艺之一。它是其他工艺的最佳经济替代方案。铝压铸件之所以异常出色的一些主要原因如下:
- 铝是一种轻质合金,可以在不影响强度的情况下制造轻质部件
-具有生产精度高的薄壁简单或复杂形状零件的多功能性
-根据要求,铝铸件具有良好的纹理或光滑度
-由于过程非常快,因此可以在更少的时间和成本内生产数万个零件
-与其他压铸工艺相比,这种大规模生产非常具有成本效益
-这些部件具有高度的耐腐蚀性,并且是优良的热和电导体
铝压铸VS砂铸VS真空压铸
决定使用哪种铸造方法取决于特定零件所需的设计特征。有不同类型的铸造方法,每种都有其独特的注射系统优势,例如铝压铸、砂型铸造和真空压铸。
铝压铸件
铝压铸涉及在高压下将铝高速注射到模具型腔中。整个过程非常高效和快速,非常适合大批量生产。铸件具有良好的表面光洁度,并且需要最少的精加工。由于重量轻,铝在不影响强度的情况下被广泛用于制造薄壁零件。
铝的熔点很高,它是在冷室压铸机中加工的。然而,由于高压注射,铸件可能会被困气体,从而导致气孔。
砂型铸造

砂型铸造涉及在不施加任何压力的情况下将熔融金属倒入砂型中。它是最古老和最常用的低成本铸造方法,用于制造汽车发动机缸体、曲轴和气缸盖等毛坯或复杂零件。由于砂型是为了提取铸件而被吹走的,这是一个非常缓慢的过程,不适合批量生产。
真空压铸
真空压铸是一种先进的铸造方法,涉及使用真空将液体吸入模具。它可以避免在型腔中滞留空气并去除导致零件表面产生孔隙的溶解气体。
真空压铸允许铸造具有良好表面光洁度的薄型材,从而提高了铸件的机械性能并减少了对精加工的额外加工的需要。但模具的密封结构复杂,整个工艺成本高。
压铸铝件的设计技巧
为了达到铝压铸件的最佳效果,必须考虑一些重要因素。
材料选择
如上所述,市面上有多种不同的铝合金。根据您的设计要求,您可以在考虑硬度、强度、导电性、熔点、流动性和压力密封性等特性的同时从合金中进行选择。为了达到所需的特性,应该非常小心地选择材料在他们的金属部分。
加工余量
为确保铸件保持其性能并具有均匀的密度,必须保持足够的加工余量。加工余量是成品铸件的可拆卸毛坯。公差太小会导致金属零件表面出现缺陷,而公差太大会增加工艺的交货时间。因此,平衡的余量对于获得最佳结果很重要。
设计时的收缩
在任何制造过程中,收缩都是一个重要的设计考虑因素。包括金属在内的每种材料在烹饪或凝固过程中都会收缩。由于较厚的区域比较薄的区域更容易收缩,因此可以考虑将较薄的部分作为其设计的一部分,以避免多孔和不平整的表面。
壁厚
实现铝铸件的均匀厚度是非常棘手的。薄壁铸件的需求量很大,因为它们具有较低的材料成本并且使零件重量轻。但是,薄壁零件的厚度均匀性稍有不平衡,可能会影响部件的强度。
零件强度
如前所述,不同的铝合金具有不同的强度谱。因此,必须根据所需的零件强度仔细选择合金。影响零件强度的另一个因素是压铸技术。一般来说,真空压铸是提高零件强度和减少表面孔隙率的绝佳选择。
组装过程
正确规划零件的组装以避免铸件设计中的任何缺陷非常重要。由于简单设计的组装不同于复杂设计,因此最好能正确识别和规划所需的组装过程。
设计外观
根据铸造部件的外观要求,如果部件的美观性很重要,可以进行电镀、喷丸、喷砂等精加工工艺。这些技术在不影响其耐用性和特性的情况下增强了组件的外观。
结论
铝压铸是一种非常可行、成本效益高、精度高的铸造方法,适用于复杂零件的批量生产。材料的选择和铸造方法取决于所需的设计特性。因此,必须考虑各个方面并有效地计划以达到最佳效果。
威肯为每一位客户提供压铸服务,处理铝压铸问题。如果您有任何金属零件(例如铝部件)或产品项目,请随时与我们经验丰富的团队联系。
常见问题
以下是有关铝压铸件的一些最常见问题的解答。
1、铝适合压铸吗?
是的,铝具有高导电性和导热性,并且耐腐蚀。它的低密度和良好的机械和热性能使其成为压铸的良好合金。
2. 压铸铝的强度如何?
压铸铝虽然不如钢铸件坚固,但与砂铸件和镁或锌铸件相比非常坚固耐用。
3、钢可以压铸吗?
是的。但是,它是一种黑色金属,并且含有铁,因此不耐腐蚀,因此不是优选的。
工业技术