

如何在向下铣削或向上铣削之间进行选择?
铣刀一般是多刃刀具。由于同时参与切削的齿数多,切削刃长,切削速度较高,生产率高。不同铣刀的应用可加工平面、槽、台阶等,还可加工齿轮、螺纹、花键轴齿形及各种成型面。
铣刀的种类及用途
铣刀的种类按齿形结构可分为尖齿铣刀和后齿铣刀。按齿与铣刀轴线的相对位置可分为圆柱铣刀、角铣刀、面铣刀、成形铣刀等。按齿形可分为直齿铣刀、斜齿铣刀、角齿铣刀和曲线齿铣刀。按刀具结构可分为整体铣刀、组合铣刀、组或成套铣刀、刀片铣刀、机夹焊接铣刀、可转位铣刀等。但通常分为刀具齿背加工形式。
尖齿铣刀可分为以下几类:
(1)面铣刀:有整体面铣刀、齿面铣刀、机夹可转位面铣刀等,用于各种平面、台阶面的粗加工、半精加工和精加工。
(2)立铣刀:用于铣削工件上各种形状的台阶、侧面、凹槽、孔以及内外曲面。
(3) 键槽铣刀:用于铣削键槽等。
(4) 槽铣刀和锯片铣刀:用于铣削各种槽、侧面、台阶面和锯切。
(5) 专用槽铣刀:用于铣削各种特殊槽形、异形槽铣刀、半月形键槽铣刀、燕尾槽铣刀等。
(6)角铣刀:用于铣刀的直槽和螺旋槽。
(7)模具铣刀:用于铣削各种模具的凸、凹成形面。
(8)组铣刀:将多把铣刀组合成一组铣刀,用于铣削复杂成型面、大型零件不同部位的表面、宽平面。
凸齿铣刀:
一些需要重新磨削正面以保持原始截面形状,而其背面采用后刀齿形式的铣刀,包括圆盘槽铣刀、凸半圆铣刀、凹半圆铣刀、双角铣刀和成型铣刀等等
顺铣和逆铣
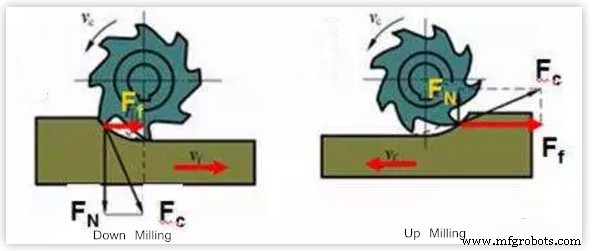 相对于工件的进给方向和铣刀的旋转方向有两种方式:
相对于工件的进给方向和铣刀的旋转方向有两种方式:
第一种是顺铣。铣刀的旋转方向与切削进给方向相同。切削开始时,铣刀咬住工件并切断最后的切屑。
第二种是逆铣。铣刀的旋转方向与切削进给方向相反。铣刀在开始切削前必须在工件上滑动一段时间,从切削厚度为零开始,在切削结束时达到最大切削厚度。
如何选择
在面铣刀、一些端铣或面铣中,切削力有不同的方向。面铣时,铣刀正好在工件的外侧,要特别注意切削力的方向。顺铣时,切削力将工件压在工作台上,顺铣时,切削力将工件推离工作台。
顺铣的耗电量比顺铣要小。在相同的切削条件下,顺铣的功耗降低5%~15%。同时顺铣也更有利于排屑。
一般应尽量采用顺铣,以提高加工零件的表面光洁度(降低粗糙度),保证尺寸精度。但当切削面有硬质层、积渣、工件表面较不平整时,如加工锻坯时,宜采用逆铣。
顺铣时,切削厚度变薄,刀齿切入未加工表面,有利于铣刀的使用。
在逆铣中,铣刀的刀齿与工件接触时,不能立即切入金属层,而是在工件表面滑动一小段距离。在滑动过程中,由于强烈的摩擦,会产生大量的热量,同时,被加工表面很容易形成硬化层,降低了工具的耐用性,影响了表面工件的光洁度,给切削加工带来不利影响。
另外,逆铣时,由于刀齿是从下往上(或从里往外)切削,是从坚硬的表层切入的,刀齿受到很大的冲击载荷,铣刀变钝较快,但刀齿在切入过程中没有打滑,切入时工作台不会移动。
顺铣和顺铣,由于切入工件时的切削厚度不同,齿与工件的接触长度不同,所以铣刀的磨损程度不同。实践表明,铣刀的耐用性比逆铣高2~3倍。 , 表面粗糙度也可以降低。但顺铣不适合铣削硬皮工件。
制造工艺