

为 CNC 加工选择合适的 CNC 夹具或夹具
为什么同一台机器的生产效率会有好几倍的差距?
用于数控机床的夹具或夹具不合适,大大降低了数控机床的生产效率。
如何提高数控机床的利用率?
夹子的使用与它有很大关系。数控夹具的选择和应用还有很多工作要做,因为它蕴含着可观的潜在经济效益。
夹具是CNC生产中不可缺少的布置之一。数控机床夹具的种类很多。但是,CNC加工夹具的选择必须与CNC生产要求相辅相成。如果选择不正确的装夹方式,可能会因振动、冲击、刀尖断裂、工件松动等原因造成工件和刀具的损坏,这些因素都会导致数控加工产品出现误差。下面详细介绍一下CNC夹具的正确选择和使用。
什么是 CNC 夹具?
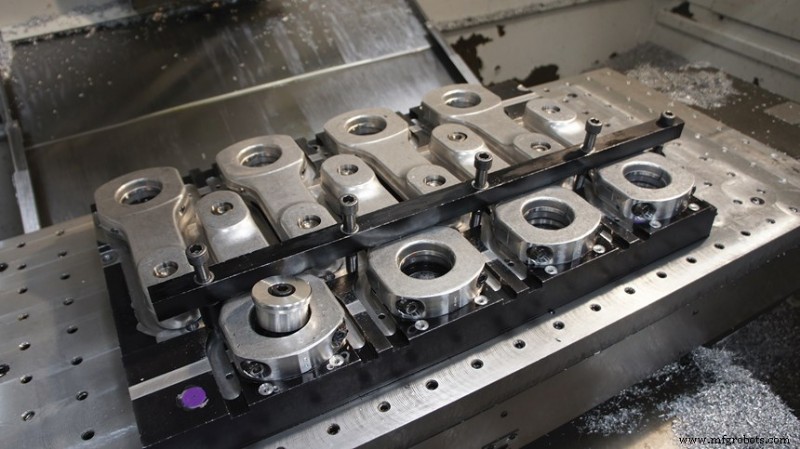
常见的CNC车削夹具或铣削夹具是在加工过程中用来定位和夹持工件的工件夹持工具或装置。它们可以承受较大的切削力并在切削过程中引导刀具,以确保快速过渡、平稳运行和所有零件的生产保持一致性和互换性。大多数夹具设计为两部分的组合,其中一个固定在机身上且不可移动,另一部分是一个或多个可移动部件(夹具)。 CNC夹具通常由低碳钢、不锈钢和其他合金钢材料制成,具有不同的尺寸和配置。最终目标是改善经济。
如何选择CNC 夹 正确吗?
正确选择和使用数控夹具是高效加工的基础。在购买数控夹具之前,首先要了解加工的特点和数控夹具的种类。机械制造包括单件、多品种、小批量两种;品种少,批量大。
以下是为小批量和大批量 CNC 生产选择正确类型的 CNC 夹紧系统的一些指南。
选择数控 夹 s 为 低 音量 生产:
一般来说,模块化夹具适用于小批量生产。
积木/组合夹
组合夹具,又称“积木夹具”,是由一系列标准化设计、不同功能、不同规格、不同尺寸的夹子组件组成。
客户可根据加工要求快速组装“积木”等各种机床夹具。
由于模块化夹具节省了设计和制造时间,大大缩短了生产准备时间,从而有效缩短了小批量生产周期,提高了生产效率。
此外,模块化夹具还具有定位精度高、夹持灵活性大、可重复使用、节能节材、使用成本低等优点。
因此,对于小批量的加工,尤其是产品形状比较复杂的情况下,模块化夹具是首选。
组合夹可能有两个附加组件,如下所示。
精密平口钳:
这些是模块化夹具中的组装部件,它们有助于对齐夹具中的工具。如果锁模力超过5000Kgf,建议使用。这可以防止工具主体受到夹持力的影响。组合式精密平口钳具有安装(拆卸)快、装夹快等优点,可缩短生产准备时间,提高小批量生产效率。
夹紧底座:
夹具底座是设置在定位面和工件之间的一块平板。这些用于在 CNC 加工过程中精确对齐工件,以实现刀具和工件之间的正确交互。
选择数控 夹 大容量 生产
传统手动机床夹具的“工件装夹时间”可以达到批量加工周期的10-30%。
这样一来,“工件装夹”就成为影响生产效率的关键因素,也是机床装夹“攻势”的重点目标。
因此,大型加工应采用定位快、装夹(松)快的专用夹具。可优先选用以下三种机床夹具:液压/气动夹具、电永磁夹具、夹具座。
液压/气动 夹 :
液压/气动夹具是一种以液压或气动元件为动力源,通过液压或气动元件实现对工件的定位、支撑和压缩的专用夹具。能够准确、快速地确定工件、机床和刀具之间的相互位置。
工件的位置精度由夹具保证,加工精度高,定位装夹过程快,大大节省了工件装夹和松动的时间。同时具有结构紧凑、多工位装夹、高速重切削、自动控制等优点。
液压/气动夹具的上述优点使其适用于数控机床、加工中心、柔性生产线,也特别适用于大批量加工。
永磁体 夹
电磁式永磁夹具是采用钕铁硼等新型永磁材料作为磁力源,利用现代磁路原理设计的一种新型夹具。夹紧和松开过程仅需1秒左右,大大缩短了夹紧时间。这些夹具适用于夹持力不小于450Kgf的小规模和大规模生产。
本实用新型可以大大缩短装夹时间,减少装夹次数,提高装夹效率。大量的加工实践表明,电磁永磁夹具可以大大提高数控机床和加工中心的综合加工效率。传统机床夹具的定位元件和夹持元件占用大量空间,而电磁永磁夹具则没有这些占用空间的部件。
具有装夹速度快、易于实现多工位装夹、多面加工、装夹稳定可靠、节能、自动控制等优点,不仅适用于小批量生产,也适用于大批量生产.

夹 基地
光滑的夹具底座可有效缩短专用夹具的制造周期,减少生产准备时间,从而整体缩短量产周期,提高生产效率。同时可以降低专用夹具的制造成本。因此,光滑的夹具底座特别适用于周期紧凑的大批量生产。
数控加工夹具的选择是数控机床操作人员的任务。操作员应接受培训以做出正确的选择。这就是为什么人们应该为他们的加工项目选择具有长期经验和专业知识的CNC制造商,例如SANS Machining。公司按照ISO 9001:2015提供CNC生产。同时,车间人员具有丰富的操作经验。如果我们发现我们的生产存在问题导致零件无法使用或损坏,我们将免费更换或维修。
制造工艺