

减少磨煤机齿轮箱的磨损并延长齿轮寿命
一家在美国西部运营的燃煤发电厂在其煤粉操作中遇到了齿轮箱寿命短的问题。经过一年一次的齿轮箱检查,油液分析结果表明,原设备制造商推荐的AGMA 6EP(ISO 320)齿轮油在运行一年后根据油液分析结果和齿轮箱检查未能提供足够的润滑和保护。用过的油报告中过度磨损金属和较低的粘度水平证实了这一点。在对使用过的 EP 齿轮油进行进一步分析后,润滑油中颗粒污染物的过度堆积和 EP 添加剂包的消耗是造成齿轮箱故障的原因。颗粒污染物主要包括轴承和齿轮磨损产生的污垢、煤尘和金属颗粒,导致过度磨损的连锁反应。
粉碎机齿轮箱描述和运营成本
该工厂的粉碎机齿轮箱设计可追溯到 1960 年代初。齿轮箱设计由一个由 800 rpm 大型电动机驱动的钢蜗轮组成,该电动机驱动直接连接到研磨台的青铜大齿轮。油底壳装有 255 加仑的齿轮油,温度由一体式水冷热交换器控制。建议使用未过滤的 ISO 320 EP 齿轮油来润滑钢上的青铜齿轮和轴承。
尽管这种齿轮箱设计坚固且简单,但维护成本变得过高,并且维护中断/大修间隔不支持工厂的发电计划。事实上,每个粉碎机齿轮箱的典型维护成本和间隔如下:
• 每 12 个月需要更换一次油,材料和人工成本为 5,000 美元,电力生产损失为 20,000 至 50,000 美元,这是当时大多数燃煤发电机组的典型情况。
• 运行 10 年后,旋转青铜大齿轮以露出未磨损的齿轮齿。这需要四个星期的周转时间,包括维护工作,每台设备的总成本为 300,000 美元。
• 运行 20 年后,需要对齿轮箱进行全面改造。这项工作的零件和人工成本超过了每个齿轮箱 450,000 美元,每台粉碎机的生产损失又增加了 250,000 美元。
工厂有 13 台磨煤机在运行,维护和停机成本迅速增加。
打破磨损链反应
对磨损部件的仔细初步分析表明,青铜齿轮面正在经历显着的滑动接触和剥落。随着时间的推移,青铜齿轮面磨损变得越来越严重。工厂人员开始寻找更好的润滑系统来打破磨损连锁反应。
工厂人员怀疑青铜大齿轮表面的磨损模式归因于几个因素,包括齿轮油中煤尘和污垢的高颗粒负载以及齿轮油添加剂与产生的一些颗粒之间的催化反应。此外,运行期间 EP 添加剂包的化学侵蚀导致齿轮油中的铜含量过高,这很可能是因为硫磷 EP 添加剂对青铜大齿轮具有活性,导致齿轮油中的铜含量过高
很快就清楚这些问题需要解决。工厂人员寻求更好地密封齿轮箱以防止吸入颗粒物的方法,颗粒物主要以煤尘的形式存在。此外,还采取了大量措施来实施齿轮油的过滤方法和选项,以快速捕获微粒和产生的磨损微粒,并应用增强的润滑剂技术(基础油和添加剂包)以延长维护间隔,而不会造成能源消耗损失。
问题解决
经过一段时间的反复试验,对各种解决方案的有效性进行了测试,通过微粒进入、过滤方法和客户要求,成功打破了磨损链反应。
通过在齿轮箱通风口上使用呼吸干燥剂过滤器并密切关注研磨台密封件,成功控制了颗粒进入。最初的 ISO 清洁度代码 23/21/18(根据 ISO 4406-1999)是通过积极的呼吸器过滤实现的。在实施颗粒物进入之前,由于颗粒物含量非常高,员工无法建立目标 ISO 清洁度水平。从历史上看,在煤粉化环境中过滤 ISO 320 和 460 齿轮油的能力被证明是非常困难的。
然而,工厂人员确定肾循环过滤系统将是从粉碎机齿轮箱中去除颗粒污染物和解决齿轮磨损问题的更好选择之一。一个有效的肾循环过滤系统必须具备以下特点:
• 高纳污能力
• 维护要求低。 (在正常操作条件下,过滤器更换的次数不应超过每月一次)
• 一周内齿轮油明显改善,预先维护
• 持续清洁齿轮油并有效维护 ISO 4406-1999 目标清洁度代码 18/15/11
• 过滤前后采样点,用于评估过滤效果
• 撬装安装
• 吸入和排放位置旨在消除火灾隐患,并且每 30 分钟更换一次整个变速箱油槽
• 不干扰正常维护活动的过滤橇尺寸
过滤技术的进步
满足上述应用要求的先进过滤技术被确定可用于重质齿轮油。使用高效、高纳污量、合成过滤介质的离线肾循环过滤包安装使用两个串联安装的过滤器外壳,两个外壳中的元件尺寸相同。
最初推荐用于试装的滤芯在第一阶段的评级为 Beta 25=200,在第二阶段的评级为 Beta 10=200。油流由额定值为 10 GPM 的叶片泵输送,用于 460 cSt (2,500 SUS) 齿轮油。系统流体的温度范围从闲置时的 65 华氏度(18 摄氏度)到正常运行时的 130 华氏度(54 摄氏度)不等。过滤包安装时吸入管路直接从储液器底部进入过滤器组,出口或过滤后的排放管路直接通过管道连接到储液器顶部。
目前,滤芯状况由安装在每个过滤器外壳上的压差计监测,目标压力为 25 至 28 psig 作为滤芯负载的指标;在允许内部旁通阀之前更换元件。过滤套件的其他功能包括上游和下游取样阀,无需关闭系统即可采集齿轮油样品。
润滑技术的进步
在系统更新过程中,建议在系统设计中包含用于粉碎机齿轮箱的 AGMA 6EP (ISO 320) 齿轮油。对齿轮齿上的磨损模式的评估表明,该齿轮油中的 EP 添加剂包对青铜大齿轮过于活跃,并且与齿轮箱中的污染物结合,导致过早磨损并且无法为齿轮提供足够的保护.对用过的齿轮油样品的分析证实,EP 添加剂包因青铜齿轮面钢之间的长期接触和滑动磨损而耗尽。红外热成像图像表明,这种时间间隔的延长接触导致齿轮面温度升高。此外,ISO 清洁度代码确认了非常高的污垢和颗粒负载。
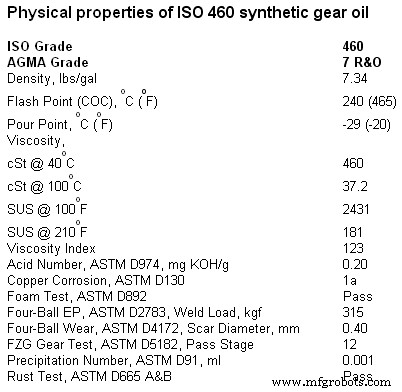
在与润滑油供应商协商后,各方确定 AGMA 7 R&O (ISO 460) 合成齿轮油最适合在此应用中保护齿轮箱。这种合成齿轮油具有更高的粘度等级和更好的润滑性,再加上 R&O 化学添加剂,能够提供比原始设备制造商推荐的更高的油膜强度,并在考虑温度要求的情况下延长齿轮箱的使用寿命和变速箱寿命。合成齿轮油的物理性质见表。
过去,工厂人员考虑过在粉碎机齿轮箱中使用合成齿轮油的可行性,但确定齿轮箱中的高污垢负荷使得频繁换油变得不经济。然而,随着最近过滤改进使潜在的油寿命至少为三年,使用合成齿轮油的经济性是合理的。合成 ISO 460 R&O 齿轮油具有多种优势,包括:
• 在较低温度下增强泵送性并增强过滤性
• 更高的抗氧化性和热稳定性
• 更高的高温和低温薄膜强度
• 在干净、过滤的环境中延长使用寿命
运营结果
最后,粉碎机齿轮箱进行了大修,除钢/蜗轮外,所有主要旋转部件都被更换。作为大修过程的一部分,变速箱被擦干净并用无绒抹布擦干。钢蜗杆和青铜大齿轮精确对齐并带有蓝色格子。油箱用 ISO 460 矿物油冲洗,然后填充合成 ISO 460 齿轮油。根据 ISO 4406-1999 从油箱中抽取基准齿轮油样品并分析颗粒计数,ISO 清洁度代码结果于 18 年 23 月 21 日提供。最后,粉碎机齿轮箱与过滤系统一起投入使用。运行 3 小时后,粒子数减少到 21/19/11。
运行 48 小时后,该工厂在每个外壳中安装了一组 Beta 5=200 过滤器元件,以进一步减少系统污染并更快地达到 ISO 清洁度代码 18/15/11 的目标。粉碎机齿轮箱和过滤系统继续运行两周,并使用压差计监测元件状况。由于在这两周内使用了 5 微米介质,达到了 ISO 清洁度代码 18/15/11 的目标。
在试安装过程中还监测了滤芯的使用寿命;结果表明,考虑到系统的初始清理,高污垢容量介质超出了预期。此外,在持续使用期间的使用寿命也超出了预期。事实上,在试安装过程中,对油样进行了物理和化学性质、颗粒计数和分析铁谱分析。结果表明,磨损金属显着减少,油液清洁度保持不变。
结论
鉴于初始安装的成功,发电厂通过使用 ISO 460 R&O 合成齿轮油和新的过滤系统继续获得以下好处:
• 显着改善齿轮和轴承润滑
• 根据油液分析报告,齿轮箱中的磨损金属最少到不存在
• 由于使用了更高粘度的合成齿轮油,驱动电机的能耗不会增加(一些工厂仪器测量表明,使用 4160 VAC 电机时电机安培数下降 1%)
• 使用粒子计数和分析铁谱进行准确的预测/主动维护
• 延长齿轮油的使用寿命,提供降低处理成本和减少环境影响/废油产生的额外好处
• 显着延长齿轮箱寿命
• 消除了与污染相关的停机时间
• 延长维护间隔
由于应用了润滑油升级和过滤包并密切监测结果,该电厂于 2005 年秋季购买并安装了第二台机组。
致谢
• John Kinion 和维护人员,Pacificorp Naughton 工厂,South U.S. Highway 189, Kemmerer, WY 83101
• Chris Tully,项目工程师,Pacificorp Naughton 工厂,South U.S. Highway 189, Kemmerer, WY 83101
• Ken Knochel,Schroeder Industries LLC 技术服务部,580 West Park Road, Leetsdale, PA 15056
减少磨煤机齿轮箱中磨损颗粒和延长齿轮寿命的机制 Page 6 of 7 Winslow, Naman, Nicholas
参考资料
1. ISO 4406:1999。液压流体动力。流体。固体颗粒污染程度的编码方法
2. ISO 16889:1999 液压流体动力过滤器。评价滤芯过滤性能的多程法
3. Sheffield, Schroeder Industries,“过滤和污染的变化——过滤行业的转变方向”。机械润滑杂志,2005年1月
附录一
8120-3Feb05.pdf
减少磨煤机齿轮箱中磨损颗粒和延长齿轮寿命的机制 Page 7 of 7 Winslow, Naman, Nicholas
关于作者
Ken Nicholas 是 Schroeder Industries 的润滑市场服务总监。理查德·温斯洛 (Richard Winslow) 是太平洋公司位于怀俄明州凯默勒的诺顿发电厂的高级首席工程师。 Ted Naman 是康菲石油工业润滑油和润滑脂的技术协调员。
设备保养维修