

使用移动基座创新热塑性感应焊接
Institut de Soudure Group(IS Groupe,Villepinte,法国)——字面意思是“法国的焊接学院”——在焊接金属方面拥有 100 多年的经验,现在正成为焊接热塑性复合材料的领导者。正如 CW 中所报道的 2018 年的主题是“焊接热塑性复合材料”,IS Groupe 及其复合材料品牌 Composite Integrity 在与空中客车一级供应商 STELIA Aerospace(法国图卢兹)的“Arches TP”示范项目中,开发了用于连接碳纤维 (CF)/聚醚酮酮 (PEKK) 单向 (UD) 带状纵梁和机身蒙皮的“动态感应焊接”工艺,于2017年巴黎航展亮相。
“这是我们开发航空结构部件感应焊接的开始,”IS Groupe 航空与复合材料总监 Jérôme Raynal 解释说。 “虽然我们开发的动态感应焊接工艺是成功的,但它在粘合纵梁的半径和面板的全局加热方面存在一些限制,因为界面处没有基座。”
基座是放置在焊接热塑性复合材料接头的两个被粘物之间的材料,由焊头中的感应线圈加热。基座可以是导电的用于电阻加热或磁性的用于磁滞加热,在焊接界面熔化基体,同时将基体压在一起以形成具有非常高强度的熔接接头。正如 Bruce Fink、Shridhar Yarlagadda 和 John W. (Jack) Gillespie 在 2000 年 1 月的论文“复合材料感应粘合过程中均匀加热的电阻感受器的设计”所解释的那样,感应焊接热塑性复合材料中使用的感受器最初是一种金属筛网或网眼,有时浸渍聚合物。
IS Groupe 相信它遇到的最初问题可以通过更多的发展来解决。 “我们开始了新一轮的内部反思,”Raynal 说。这包括与热塑性 (TP) 材料供应商阿科玛(法国科伦布)的讨论,后者已进入开发合作伙伴关系。 “我们现在已经与阿科玛共同开发了称为创新焊接解决方案 (ISW) 的新技术,”Raynal 补充道。
ISW 基础知识
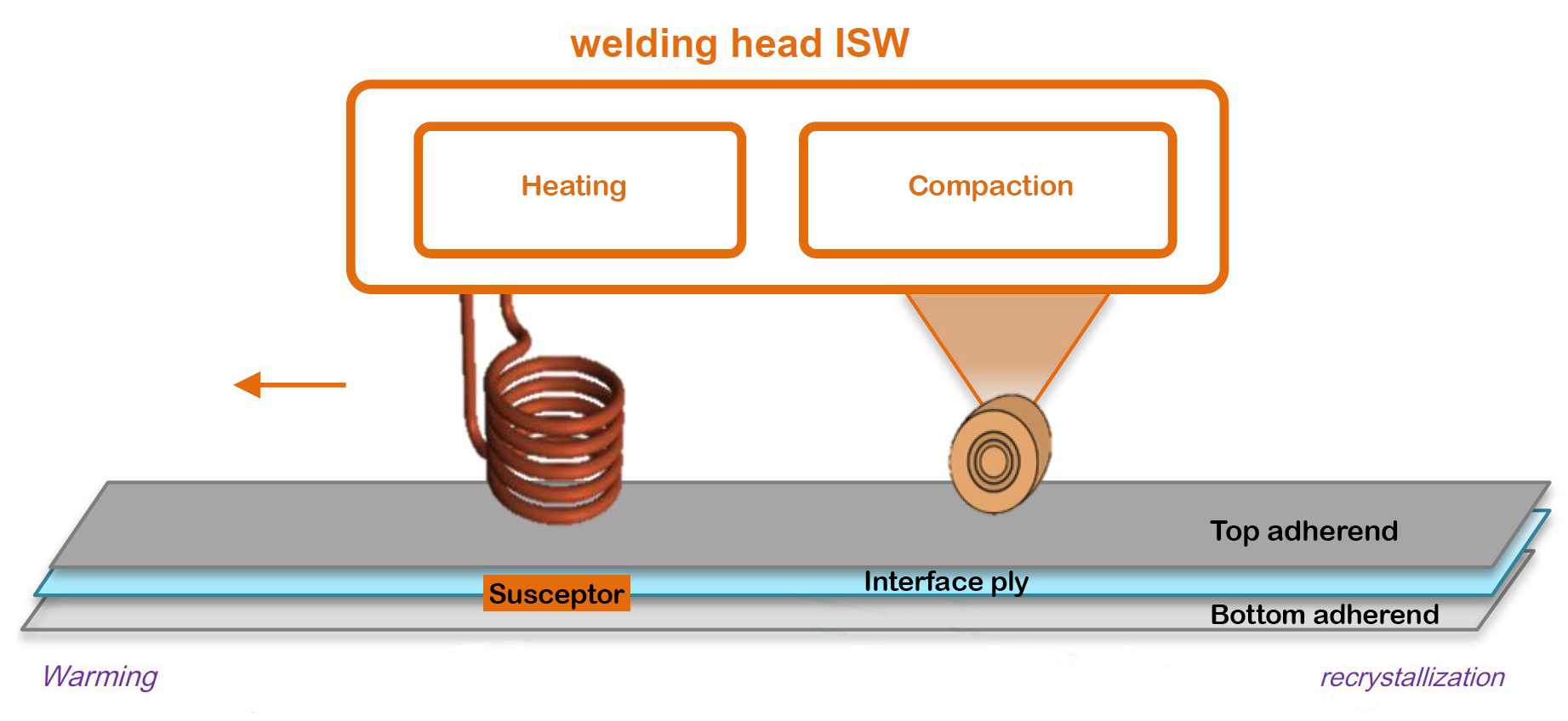
“ISW 的基础是使用基座加热焊接界面,但这是一个与焊头相连的移动基座,”Raynal 解释说。 “基座使我们能够完美地定位焊缝处的加热区,但带有基座的焊头正在移动,因此界面中不会残留任何影响焊接结构性能的东西。”在感应焊接的早期迭代中,金属网基座留在焊缝中,但这被认为是不可取的。最近的技术已经能够消除基座,因为普通航空层压板中的碳纤维是导电的。这也使得可以使用碳纤维材料作为基座。
ISW 解决方案的另一部分是在焊接界面使用纯 TP 基体或低纤维体积层来增加树脂流动。这种界面层的熔体温度和粘度可以调节,也可以进行功能化以提供导电性或绝缘性,以防止电偶腐蚀,例如在碳纤维和铝或钢之间。
ISW 结果
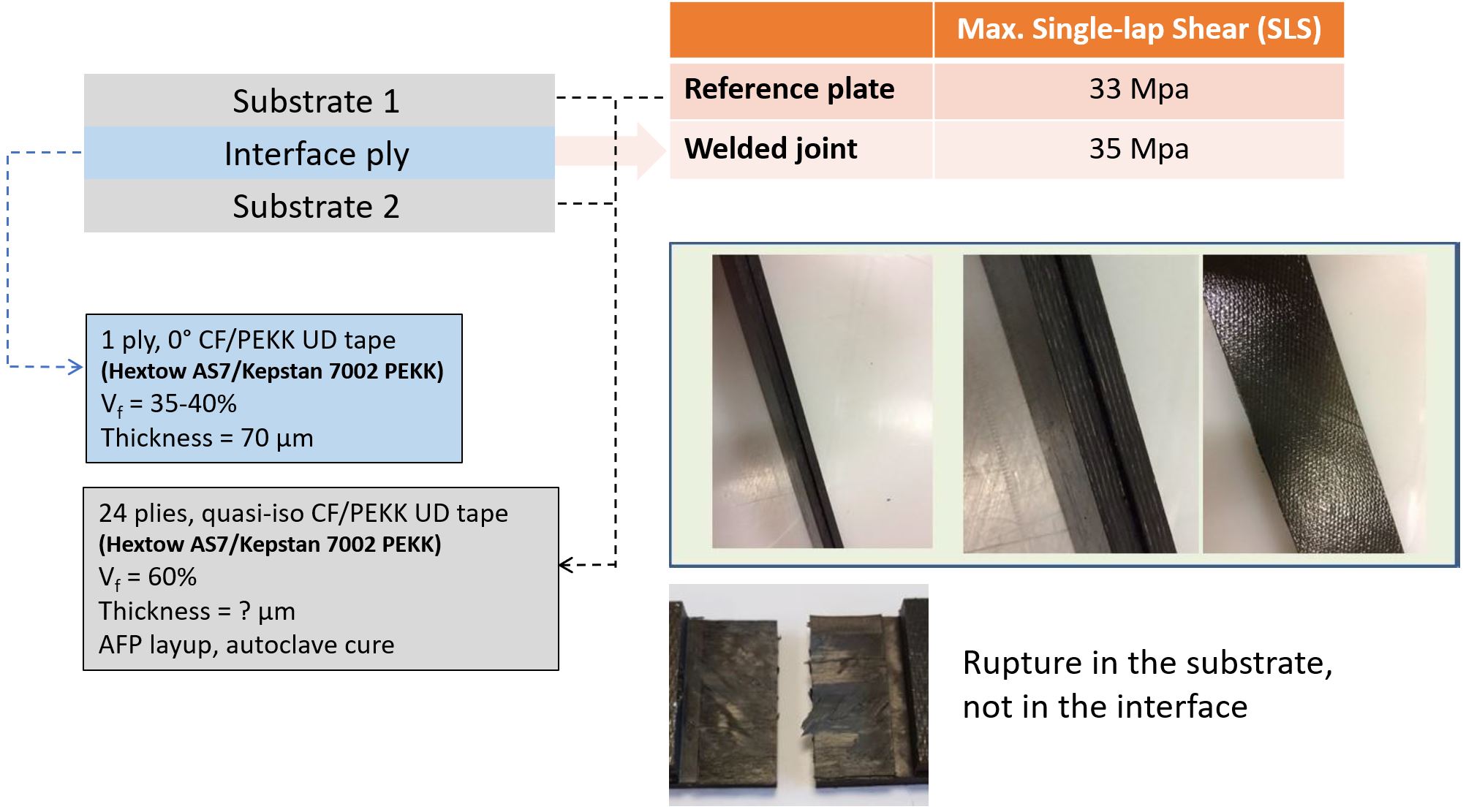
“我们最终得到了 80-90% 的联合系数,”Raynal 说。接头系数对应于焊缝的强度,用于金属、塑料和复合材料。 “在使用 ISW 焊接在一起的两块预加固板的单搭接剪切测试中,我们实现了未焊接、高压釜加固参考板的 80-90% 的性能。”这些试验使用由 Hextow AS7 碳纤维(Hexcel,Stamford,Conn.,美国)和 Arkema Kepstan 7002 PEKK 制成的 UD 胶带。
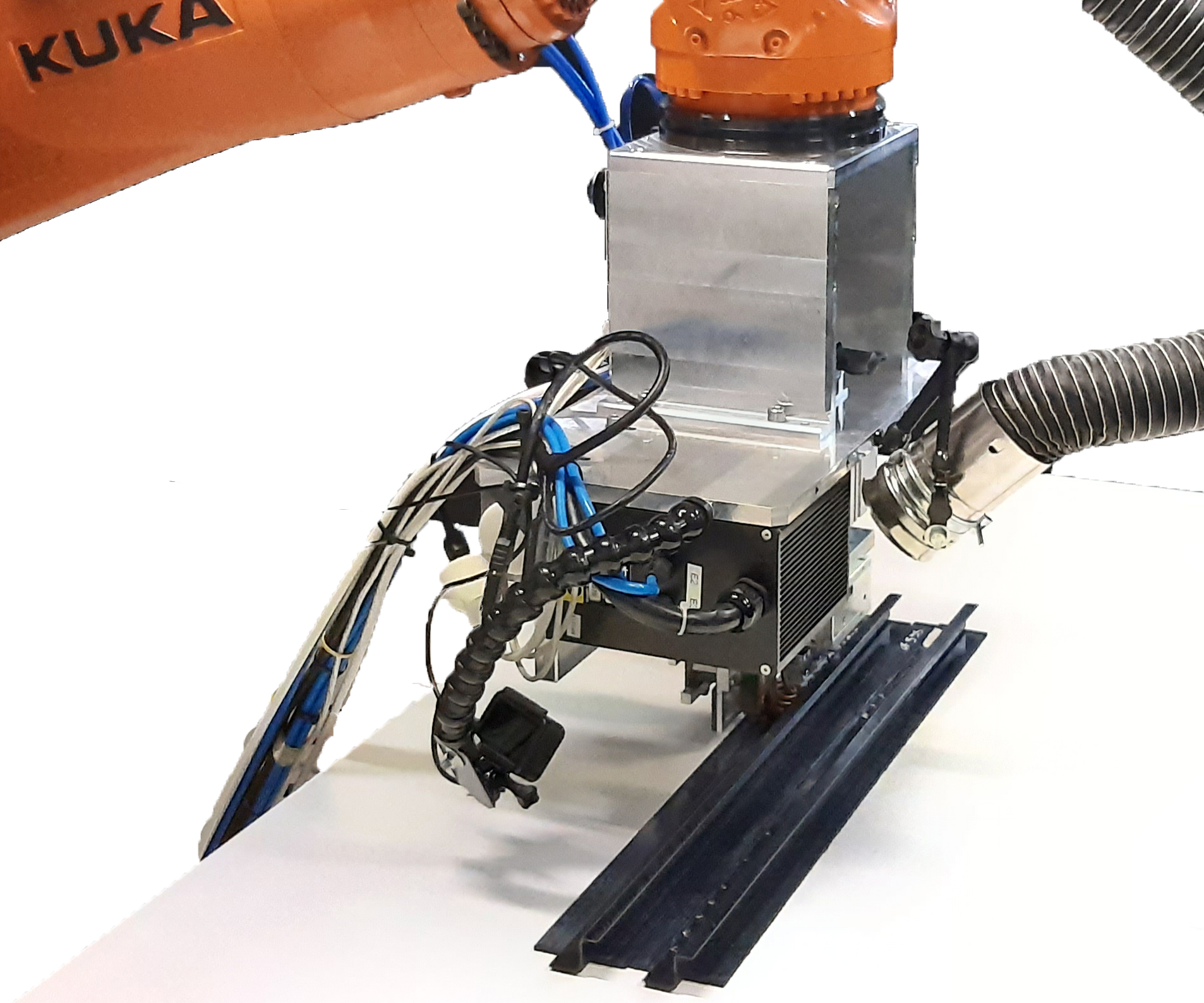
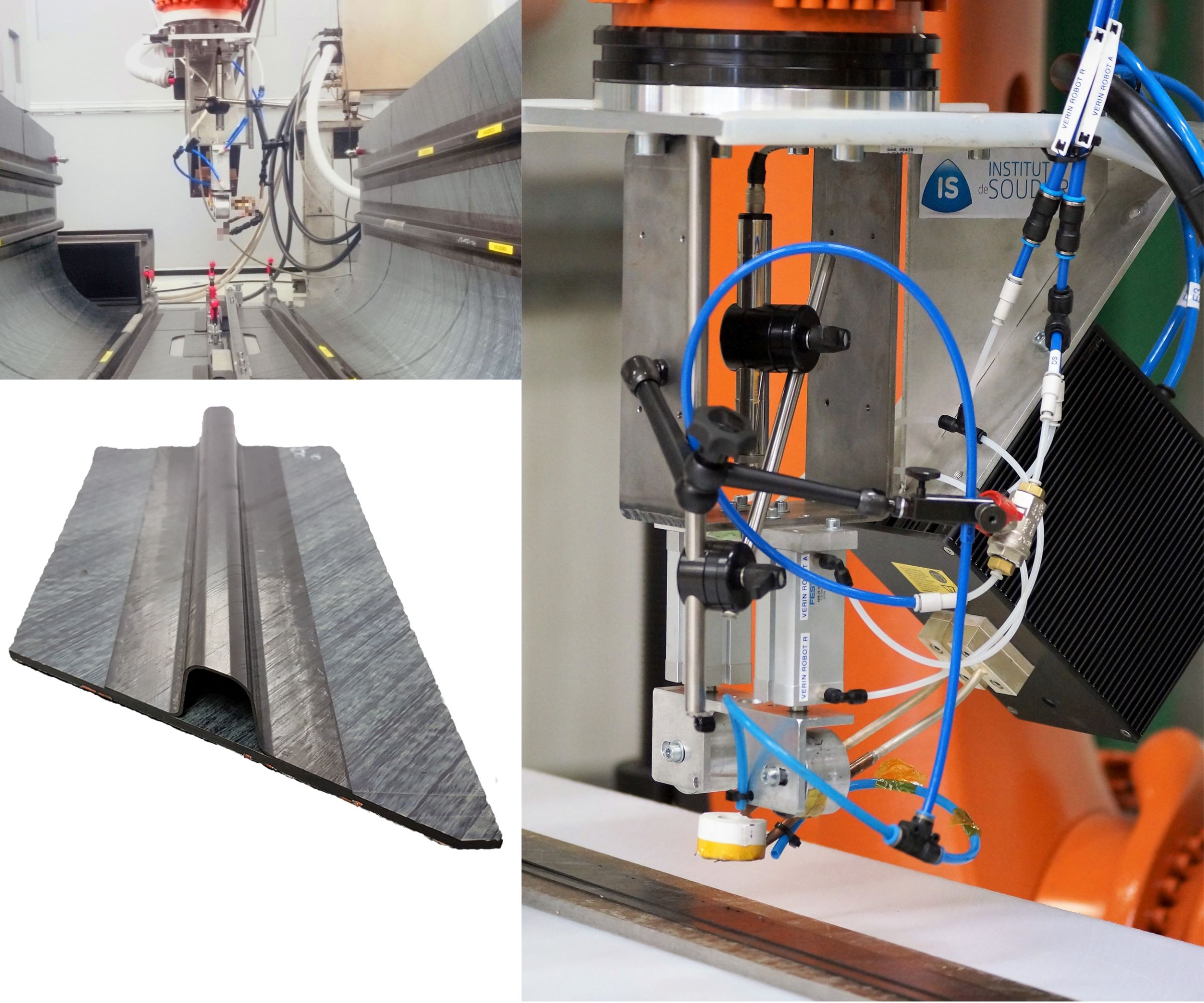
Raynal 表示,ISW 可用于焊接任何类型的基体:PE、PA、PEKK、PEEK,以及碳、玻璃或芳纶纤维增强热塑性复合材料。 “我们还表明,焊接具有防雷击保护 (LSP) 铜网的部件没有问题,这对飞机结构生产至关重要,”他补充道。 ISW 设计为全自动,焊接头连接到 6 轴机械臂。
温度控制
正如上面 Kirk/Yarlagadda/Gillespie 论文中所解释的那样,金属网感受器在磁场作用下的一个常见问题是导致焊接部件的温度分布不均匀。 “我们通过使用基座仅熔化焊接界面来控制这一点,”Raynal 解释说。 “我们使用激光高温计来感应温度,它实际上是从侧面测量基座的边缘。因此,我们确切地知道界面处的温度。我们还使用冷却来帮助控制温度并确保整个焊缝的热塑性材料充分结晶。”
STELIA 纵梁-蒙皮焊接试验
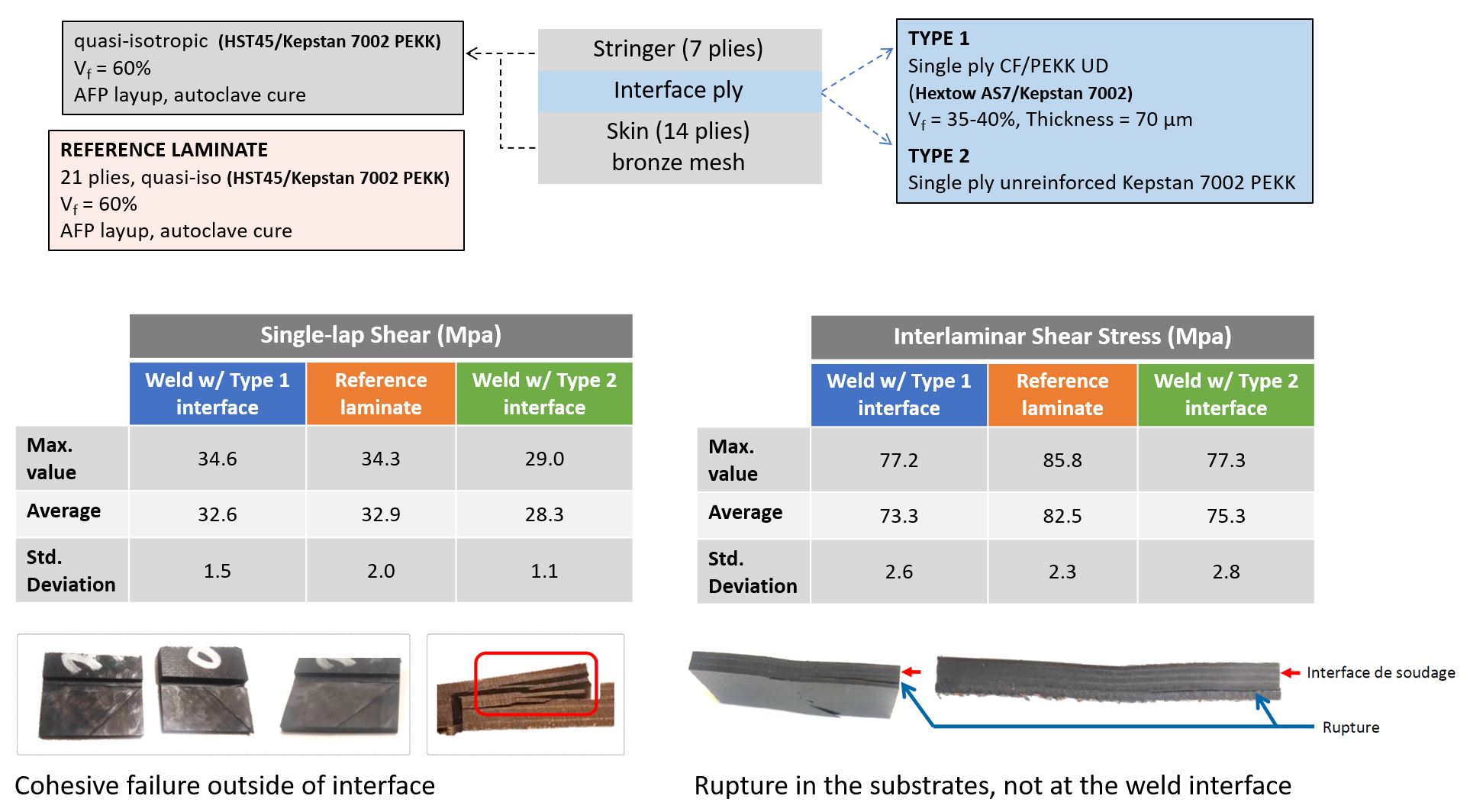
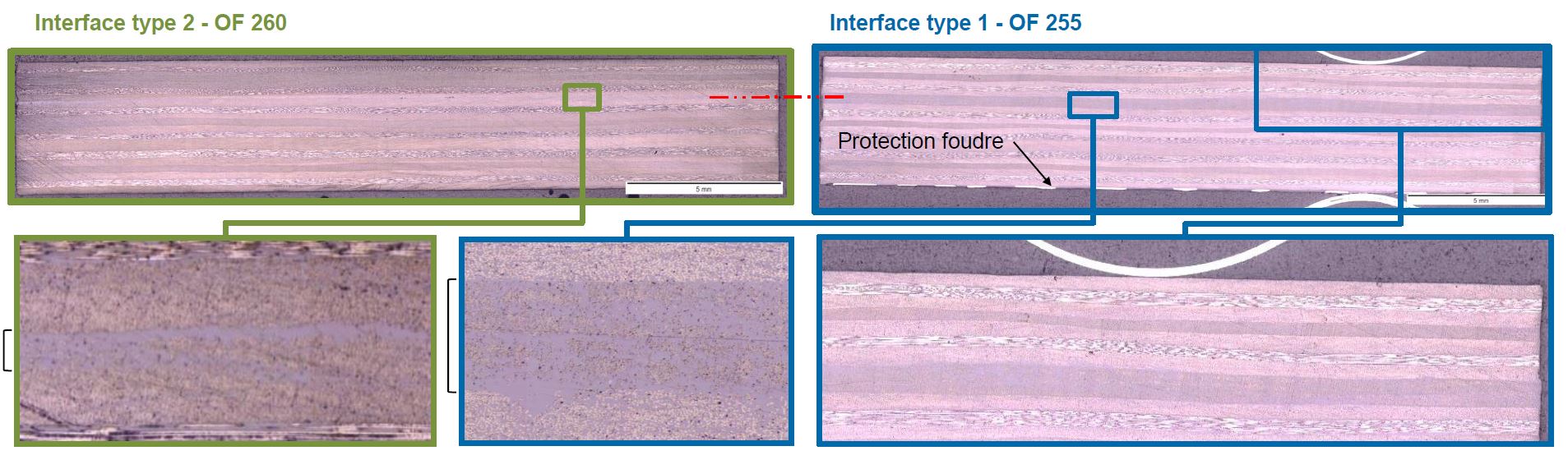
空中客车公司的一级供应商 STELIA(法国图卢兹)是这种感应焊接开发的首批客户之一。 IS Groupe 和阿科玛对 STELIA 进行了一项具体研究,将 7 层 CF/PEKK 纵梁焊接到带有铜网的 14 层蒙皮上,用于雷击保护 (LSP)。最终目标是焊接 30 米长的结构,包括直截面和双曲线截面。这些组件是使用 194 gsm UD 胶带制成的,该胶带包括 Tenax HST45 碳纤维(Teijin,Osaka,日本)和 Kepstan 7002 PEKK。 STELIA 指定了一种均质焊缝,其机械性能> 85% 的高压釜固结参考材料,并且被粘物的热或机械性能没有退化。它还需要一种在被粘物厚度变化方面稳健的工艺。焊接部件的化学和性能测试由IS Groupe进行。
IS Groupe 和阿科玛能够满足 STELIA 的要求,与高压釜固结的参考层压板相比,实现了>85% 的单搭接剪切 (SLS) 和层间剪切强度 (ILSS) 性能。组件层压板或 LSP 网格没有解包或降解。他们唯一不足的地方是速度。 STELIA 要求焊接速度≥ 1 米/分钟。 “目前,我们的速度为每分钟 0.3 米(10 英寸),”Raynal 承认,“但我们将继续朝着这个目标速度努力。”可以焊接的基材厚度有限制吗? “我们可以焊接航空航天结构的典型厚度,并将 5 毫米厚的组件焊接到 5 毫米的基板上。”
阿科玛的合作伙伴关系、机遇和挑战
为什么要与阿科玛合作? “因为技术和材料之间存在关系,”Raynal 解释说。 “例如,界面处的材料及其体积分数会产生影响。我们是工艺专家,但我们需要与材料合作伙伴密切合作。这种联合开发对于完全优化焊接技术是必要的。”
IS Groupe 和阿科玛是 ISW 技术的共同所有者,并通过稳固的专利组合保护了该技术,其中包括五项法国和国际专利申请。 ISW 可用于任何热塑性复合材料基质,IS Groupe 正在通过与欧洲和美国公司合作的项目展示该技术,包括 Latécoère (法国图卢兹)和 Collins Aerospace Aerostructures (美国加利福尼亚州丘拉维斯塔)。
Raynal 表示,对于阿科玛来说,重点是 PEKK,并指出其 2018 年与赫氏结成战略联盟,为未来的飞机开发 CF/热塑性胶带,专注于为客户提供更低的成本和更快的生产速度。作为合作伙伴关系的一部分,正在法国建立联合研发实验室。

价值 1350 万欧元、为期 48 个月的用于执行适应性结构的高度自动化集成复合材料 (HAICoPAS) 项目是阿科玛-赫氏战略联盟的延续。这项全法国合作包括 IS Groupe,以及定制机器设计师 Ingecal (Chassieu)、Coriolis Composites (Quéven)、Pinette Emidecau Industries (Chalon Sur Saone) 和大学实验室联盟。 HAICoPAS 将优化复合材料零件生产的材料设计和制造,以高速实现具有竞争力的成本。它还旨在开发一种更高效的复合材料放置/铺层技术,以及一种通过在线质量控制通过焊接组装最终部件的新系统。
目标应用包括飞机主要结构、汽车行业的结构部件以及石油和天然气行业的管道。热塑性材料提供的可回收性和可持续性优势对这些市场也很重要,并将在 HAICoPAS 中得到证明和量化。
“我们可以通过 ISW 提供的好处之一是电力减少 50% 以上 与我们从 2017 年开始的动态感应焊接工艺相比,”Raynal 指出。 “使用传统感应,您需要高功率来加热表面。但是在界面处有一个感受器,你加热的表面要小得多,需要的能量也少得多。”他指出,这也有助于避免纵梁半径中的分解。 “如果你加热太多,你可以软化半径中的材料,让这里的纤维移动。因此,我们只需要完美地加热焊接基板的接触区,而不加热半径。有了 ISW,这不是问题。”
然而,仍然存在热问题。 “对于扁平形状,热控制很简单,但随着形状复杂性的增加,它变得更具挑战性,”Raynal 说。 “2020 年的主要目标是继续开发并实现具有代表性的蒙皮纵梁焊接。我们的重点还在于将该技术引入新的飞机开发计划。”
有关更多详细信息,请参阅 JEC World 2020 的 Composite Integrity,5 号厅,N89 展位。
树脂