

丝束是如何展开的?
随着专题文章“散布的传播”付印,这个支线故事大不相同,主要谈论我们不知道 关于丝束是如何传播的。然后我在 AZL 时事通讯 NewsLIGHT #7:ITA 中看到了一篇文章,标题为“用于加工增强丝束的新超声波铺展工艺 ”。事实证明,亚琛工业大学(德国亚琛)纺织技术研究所 (ITA) 自 2011 年以来一直在研究展开丝束方法。 ITA 复合材料部 Tapes 研究组负责人 Wilko Happach 说:因此,ITA 开发了新技术以实现高速生产 — 高达 100 m/min — 具有宽度变化更小的展开拖带 得益于集成控制。 ITA 将此技术称为AutoTow .
了解展开牵引技术
ITA 开始研究磁带。 “我们已经看到机织和非卷曲织物产生了大量的切割废料,而且也不允许优化设计,”Happach 回忆道。 “因为纤维并非都沿载荷方向施加,所以纤维被浪费了。”因此,他的团队开始研究自动铺设胶带 ,但当时缺乏磁带供应和知识,Happach 说。 “所以我们自己制作,选择开发干纤维粘合胶带 第一的。”然而,要做到这一点,他们首先必须了解传播。
Happach 描述了将粗纱铺展成更宽、更薄的带材的三种基本方法:
- 使用高张力将纤维拉到撑杆上。
- 使用狭缝喷嘴散播空气。
- 对纤维施加超声波或其他振动。
铺展技术和工艺参数

 超声波传播
超声波传播 - 扩展杆的数量 (3-5)
- 围绕钢筋的缠绕角度(90-180°)
- 酒吧温度
(22-150°C) - 条形表面(抛光、TopoCrom 涂层或 Bechem 涂层)
- 粗纱预张力(高达 2,000 厘牛顿)
- 气压
(0-6 巴) - 气流角度(0-180°)
- 活动扩展栏的数量 (3-5)
- 条形环绕角度(1-120°)
- 超声波频率 (30 kHz)
- 振幅强度
(50-100%) - 粗纱预张力(高达 2,000 厘牛顿)
来源:亚琛工业大学 ITA 胶带中心。
吊杆 似乎是最古老和最基本的技术,在碳纤维生产商 Zoltek 2001 年提交的一项专利中使用。 Happach 指出,设备供应商 Karl Mayer 也依赖其胶带和摊铺机中的吊杆。 “这种方法的问题在于它将生产速度限制在 25 m/min,”他说。 “如果你试图爬得更高,摩擦力就会太大,会损坏粗纱。棒材铺展也受到最大铺展宽度的限制。您最多可以将粗纱展开至其初始宽度的 3 倍。”
空气传播 Happach 说,当需要最大铺展宽度以降低面积重量时使用。他解释说:“气流将长丝分开,可以将粗纱展开至初始粗纱宽度的 6-7 倍,同时长丝损坏程度更低,因为摩擦更小。” “没有在高张力下将光纤拉过杆。”
然而,取决于应用于玻璃或碳纤维的尺寸,存在限制。 Happach 解释说:“为环氧树脂和其他热固性树脂调整大小的纤维可能很粘,因此空气传播过程无法轻易分离细丝。”在这种情况下,可能需要进行预处理以稍微分解大小。然而,与热塑性基体树脂(也是热塑性的)相容的胶料完全不粘,几乎就像未上胶的纤维一样。换句话说,不存在丝间粘附。 “所以这很容易传播,但很难处理,因为它往往会分崩离析,”Happach 指出。
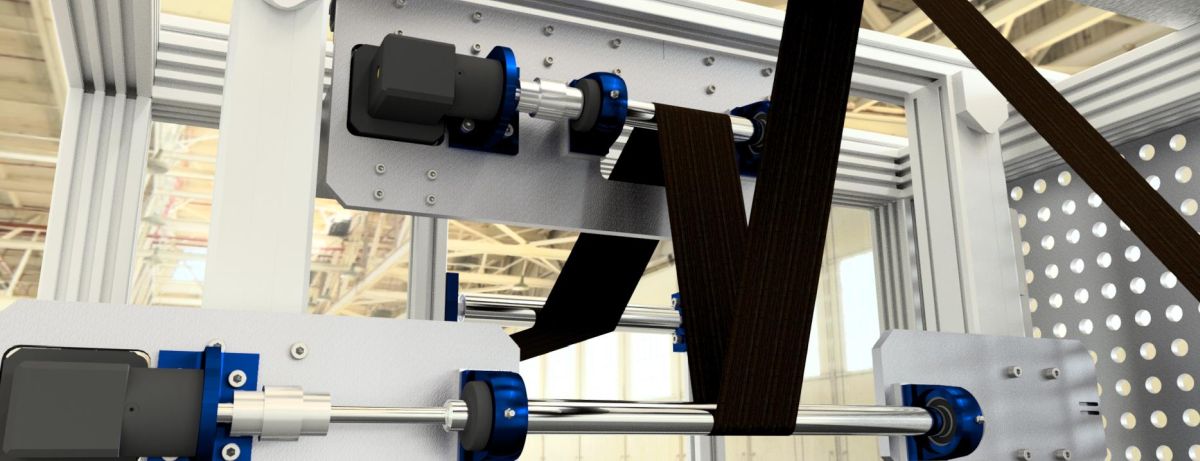
超声波扩散 使用与吊杆相同的基本原理,但使用半圆柱形状的超声波发生器,Happach 指出,“可传递大量能量。粗纱缠绕在超声波发生器上,通过施加超声波,细丝振动并落在表面上,然后展开。”这种技术可以产生更高的铺展率(即将更大的纤维束铺展成非常薄的宽带),但不能用于玻璃纤维或沥青基碳纤维,因为它们太脆并且会断裂。
“您还可以使用机械诱导的低频振动,”Happach 说,“并且可以使用热量来软化纤维尺寸,使长丝更容易移动。”

自动拖车
ITA 开发了 AutoTow 以克服这些问题 用这些基本的传播方法。 Happach 指出 Tape Center 主要使用 24K、50K 和 60K 丝束(他指出来自三菱),因为传播效果最高。 “我们可以达到高达 100 m/min 的更高生产速度,因为我们可以旋转 最高 80 m/min 的单个吊杆 ,”他解释道。 “因此,相对速度为20 m/min,有利于铺展而不会损坏灯丝。”
Happach 指出,因为输入粗纱/丝束有变化 ,输出展开丝束的宽度也各不相同。 “对于预浸带,供应商只需切断边缘即可。但我们从干燥的粘合胶带开始,它的树脂少得多,所以很难切割边缘。” Happach 的团队意识到他们需要一种更好的方法来控制铺展宽度。
“我们使用相机 测量进出吊具的宽度,”他解释说。 “算法 使用这种宽度测量、处理速度和每种材料的某些已知因素来计算和控制速度 5 个旋转条中的每一个 连续调整胶带宽度。我们可以将变化减少到小于1毫米 .”
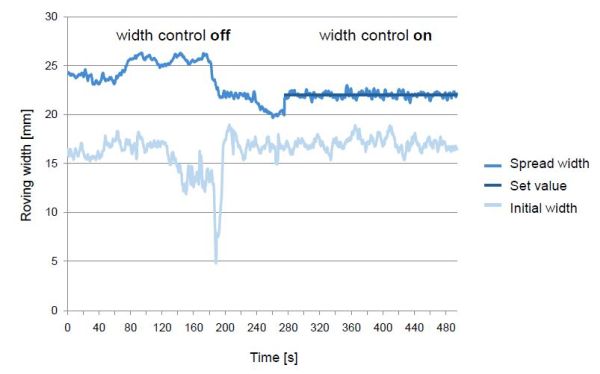
AutoTow 集成宽度控制使用相机测量将宽度变化减少到小于 1 毫米。资料来源:亚琛工业大学 ITA 胶带中心。
“我们还可以调整包角 围绕每个铺展棒的流动,”Happach 继续说道,“但不是实时的。”因此,这更像是对每次生产运行的校准。 “其他一切都在线完成 ,”他争辩道。 “如果您想将展开的丝束宽度从 25 毫米增加到 30 毫米,只需输入该数字,然后在几秒钟内 它会在生产过程中发生变化 , 和 高速,甚至 100 m/min。”
未来发展
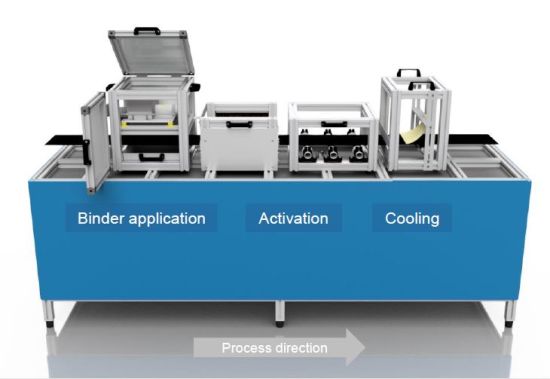
ITA 磁带中心的目标是拥有完整的磁带工艺链 以支持产业发展。 “我们的目标是吸引行业合作伙伴为他们开发新的解决方案,”Happach 解释道。 “我们正在建设一条胶带生产线和零件生产线 还。我们希望拥有所有操作:施胶、铺展、胶带生产、自动胶带铺设和固化。”他说 ITA 永远不会成为机器供应商或零件制造商。 “我们希望生产轻质薄层零件,因为我们已经看到层更薄 , 机械性能越高 .现在我们可以高速生产高质量的干燥粘合胶带,我们的目标是降低面积重量,然后生产热塑性塑料 和热固性预浸料 磁带。”
ITA 胶带中心研究了各种与热固性和热塑性塑料兼容的粘合剂技术。
正如 ITA Tape Center 定义了散布丝束工艺及其参数的生产空间一样,它还开发了关于纤维尺寸影响的重要知识 和胶带 粘合剂 技术。 “我们有供应商想要测试不同尺寸的配方 看看什么最适合传播,”Happach 说。
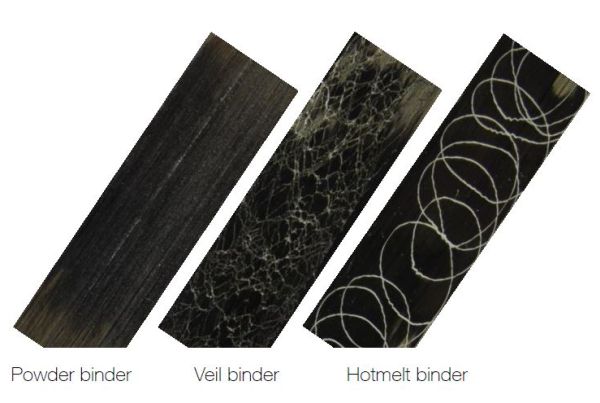
对于粘合剂材料,他强调最重要的因素是与基体树脂的相容性。 “热固性粘合剂将实现热固性基质的最高性能。”同样,对于热塑性基体,粘合剂应该是热塑性的,并且可以使用粉末、面纱或热熔胶施加。后两者可实现非常快速的应用并为胶带提供高稳定性,但 Happach 指出了面纱 将提供略高的粘合剂含量 .根据零件设计和制造过程的考虑,这可能是也可能不是。随着 ITA 建立其完整的工艺链,对粘合剂参数以及这些参数如何影响最终零件的研究将继续进行。
树脂