

使用高效光纤布线加固 3D 打印部件:第 1 部分
编者注:这是使用 Markforged 3D 打印机的高效光纤布线技术系列的第一部分。如果您不熟悉打印机并有兴趣了解更多信息,请在此处与我们联系。完成这篇文章后,请随时在这里阅读第二部分的更高级内容!
纤维填充物的类型
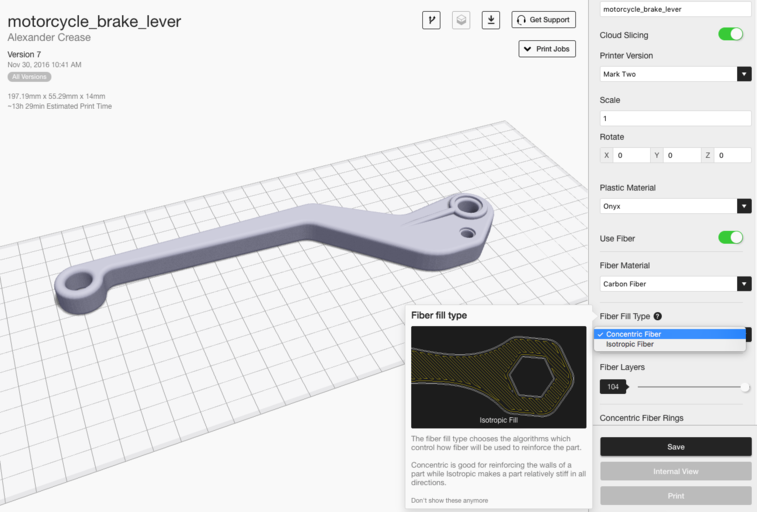
我们的高强度 3D 打印机为您提供两种不同的纤维填充策略来增强 3D 打印部件:各向同性纤维或同心纤维。您可以在“零件视图”页面中全局应用这两个选项,也可以在“内部视图”页面中逐层应用。独特的加固 3D 打印工艺为用户提供了一系列加固策略可供选择:每种填充类型都有自己的优点和缺点,我们将在下面进行介绍。如果您没有 Markforged 打印机并想尝试下面列出的一些技巧,请进行 Eiger 试验以自己尝试这些策略。
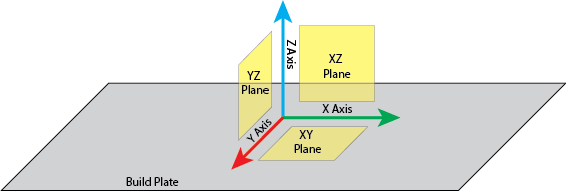
首先,一些标准的命名约定,以便每个人都在同一页面上。我会经常提到不同轴和平面的强度,所以使用这个键作为指导:
同心填充加固
同心填充只是在零件的外部轮廓内追踪特定数量的壳,这有助于通过围绕 Z 轴弯曲进行加固。通过这样做,基本上加强了零件的壁,防止壁变形。
同心填充往往需要更长的时间,因为打印头的运动不再是线性的,因此打印头必须降低速度以保持精确的工具路径跟踪曲线。在这种填充类型中,打印头在向内螺旋时遵循零件的外曲率,因此曲率越复杂,所需的时间就越长。使用同心填充时,您可以指定要追踪零件轮廓的纤维环数,因此您可以很好地控制每层使用的纤维数量。
各向同性填充增强
我们的连续纤维 3D 打印机还可以打印各向同性纤维填充图案——这模拟了传统层压复合材料的各个单向层。该图案通过将所有纤维以单一角度方向相互平行布线,在路径到达零件边缘时旋转 180 度,从而在应用它的每一层上有效地创建单向“纤维片”。纤维组中的后续各向同性纤维层由 Eiger 自动旋转,与前一层中的纤维方向成 45 度角,尽管自定义方向模式当然是可能的,我们将在本文的第二部分中介绍。各向同性纤维填充图案有助于抵抗 XY 平面中的弯曲,因为在该平面上施加的任何弯曲力都会在至少一些纤维上产生拉伸载荷,这些纤维的张力最强。各向同性纤维也可用于设置夹层板,以增加该平面的抗扭强度,我将在后面介绍。

您可能会注意到的一件事是,默认情况下,各向同性纤维会在部件外部放置 2 个同心环纤维。这确保了平滑增强的外表面,因为最外层的纤维始终是连续的并平行于零件的边缘。虽然各向同性纤维非常适合加强每个部件的整个平面,但它既费时又费时,而且并不总是需要制造坚固的部件。
基本光纤路由技术
通过工具箱中的这两个光纤布线选项,现在有许多不同的加固选项可以利用和组合这两个选项。这些技术可让您仅在需要的时间和地点进行加固,从而帮助您节省资金、材料和打印时间。
单夹芯板
夹芯板是一种常见的复合叠层技术,用于加强复合板产生的表面周围的扭转。如本博文所述,夹芯板是 I 型梁的复合材料,部件的顶部和底部由坚硬、坚固的材料组成 – 顶部和底部平面承受最大的弯曲应力,因此它们通常是最加强。如果您知道您的零件将在 XY 平面上发生扭转,夹层板将提高零件的抗扭强度。

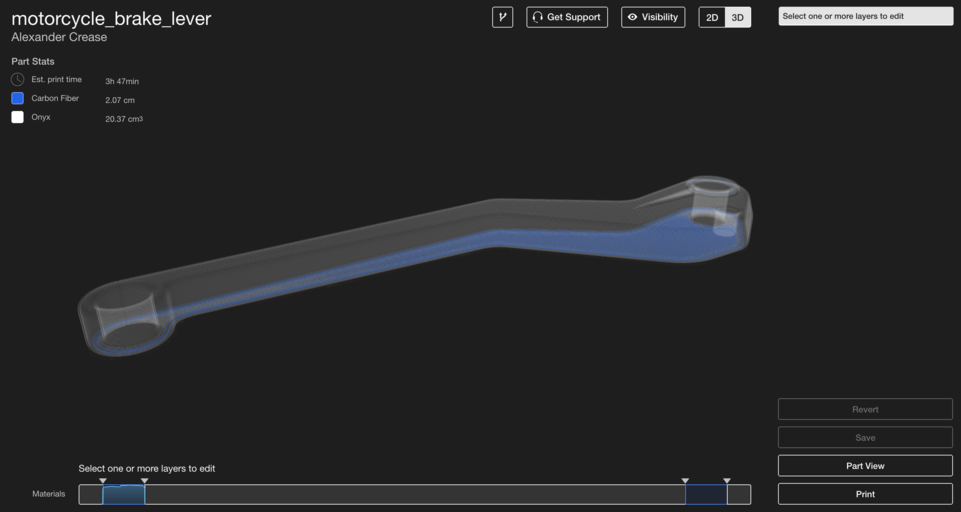
选择“使用纤维”后,我们的软件将自动生成夹芯板。但是,这仅应在您的零件对称时实施,因为它将在零件的顶部和底部几层铺设光纤。在下图中,请注意制动杆的顶部实际上是一个小挤压件,因此需要手动添加纤维,将纤维放在靠近零件顶部的最大表面下方更有意义。一般来说,夹芯板最好由横截面积非常相似的层组成。
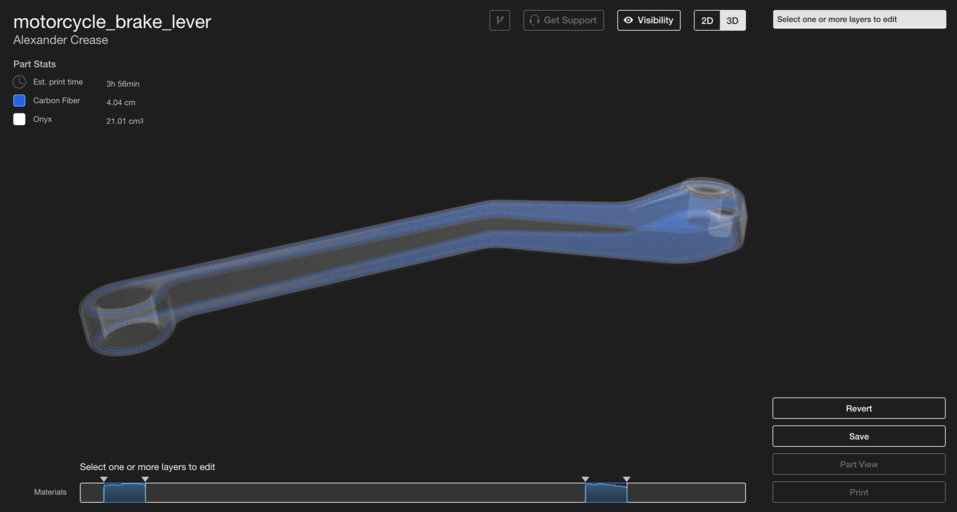
为了使三明治均匀,请确保在要加固的顶部和底部表面上有相同数量的各向同性层。夹心板需要平整,否则,您的零件在一个方向弯曲时会更坚固,而在另一个方向上则不会,并且可能更容易在一个方向上断裂或翘曲。每一侧的纤维层越多,夹层的距离越远,你的部分就越坚固。零件中心的各向同性纤维层对零件的弯曲强度影响较小,因此不需要用纤维完全填充零件以提供弯曲强度。
光纤周长
虽然夹心镶板增加了 XY 平面周围的强度,但创建纤维周长将使您的零件在 Z 轴周围更坚固。通过在零件的每一层上使用同心填充选项,您可以增加绕 Z 轴弯曲的强度。正如我之前提到的,同心填充增强了零件的壁,因此在零件内创建纤维周边会使这些壁更难弯曲。这就是为什么许多工程材料采用C通道或管的形式而不是块状的原因:减轻重量但保持强度。
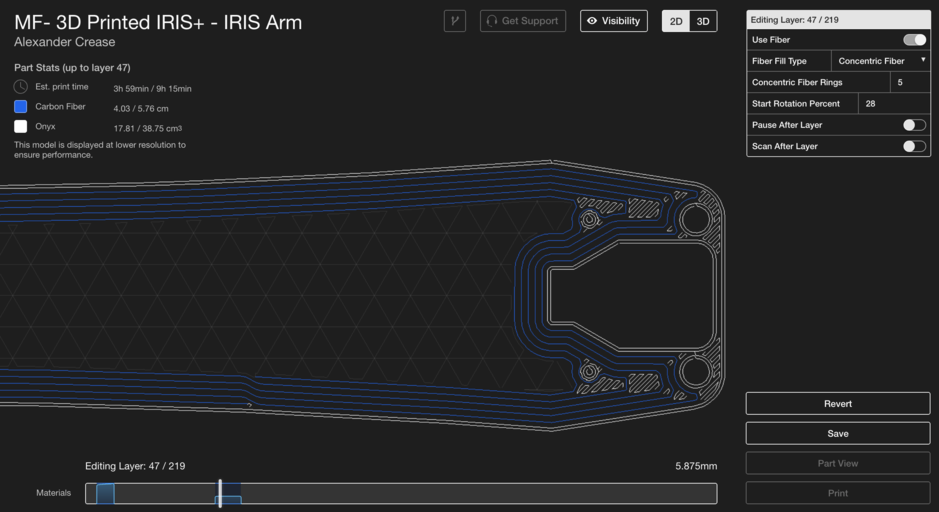
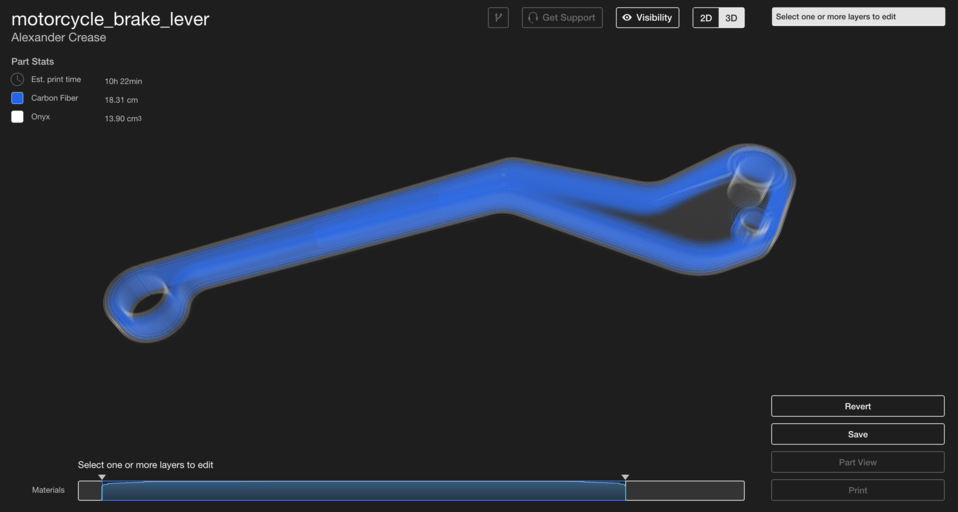
要在您的零件中设置纤维周长,请在要加固的层上使用同心填充。通过增加同心环的数量或增加使用同心环的层数,可以增加零件绕 Z 轴的强度。下面的刹车杆会经历绕 Z 轴的弯曲应力,所以我用 3 圈同心纤维加强了每一层,以最大限度地提高刚度。就像夹芯板一样,零件的中间受到的弯曲应力最小,因此零件不需要一直到中心用环加固。
炮击
如果您的零件需要在每个轴上增加弯曲刚度,或者您不太清楚它们将如何加载,该怎么办?通过结合这两种技术,您可以通过在每个轴上弯曲来加固零件。通过顶部和底部的夹层板以及中间的纤维壳,您的零件在每个轴上的抗弯强度都得到了提高。这种用于重型机器人应用的电机支架需要坚固,但可能会承受来自任何方向的负载,因此需要从各个方向大力加固。
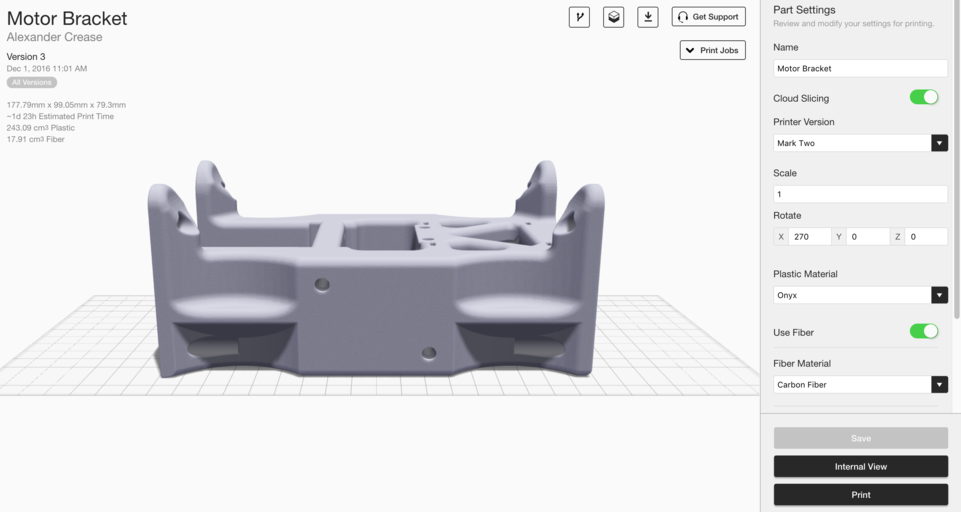
我希望这是一个非常坚固的部件,所以我选择了 20 层各向同性纤维夹芯板(每边 10 层)。然而,由于零件顶部的螺栓孔挤压,我需要调整上部纤维“面板”并将其放置在零件顶面下方。
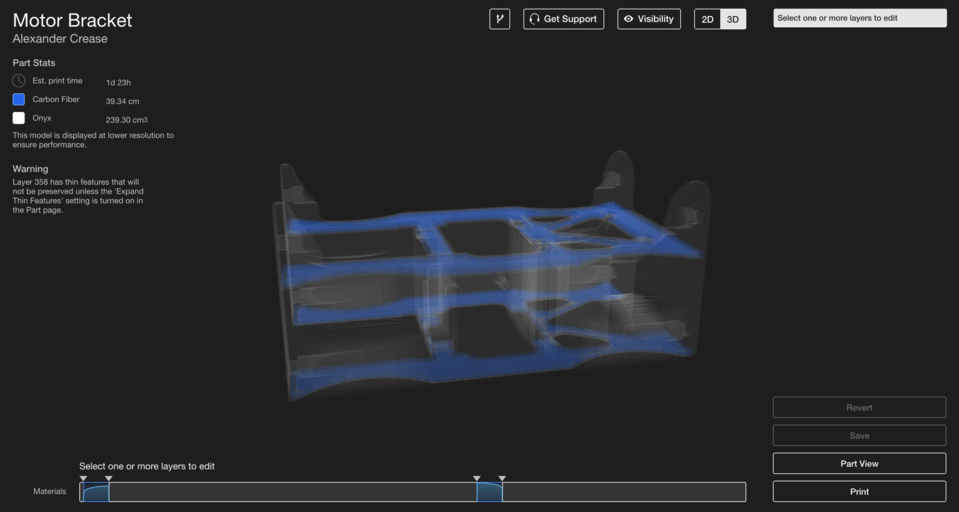
底部的栏允许您控制纤维的不同部分并显示每层有多少纤维,归一化为最大纤维量。在上图中,您可以看到一个简单的各向同性夹芯板的两段纤维增强材料。现在我可以选择两个“面板”之间的中心区域,创建一个组,并将光纤路由设置为 Concentric Fiber Fill with 2 concentric fiber ring。
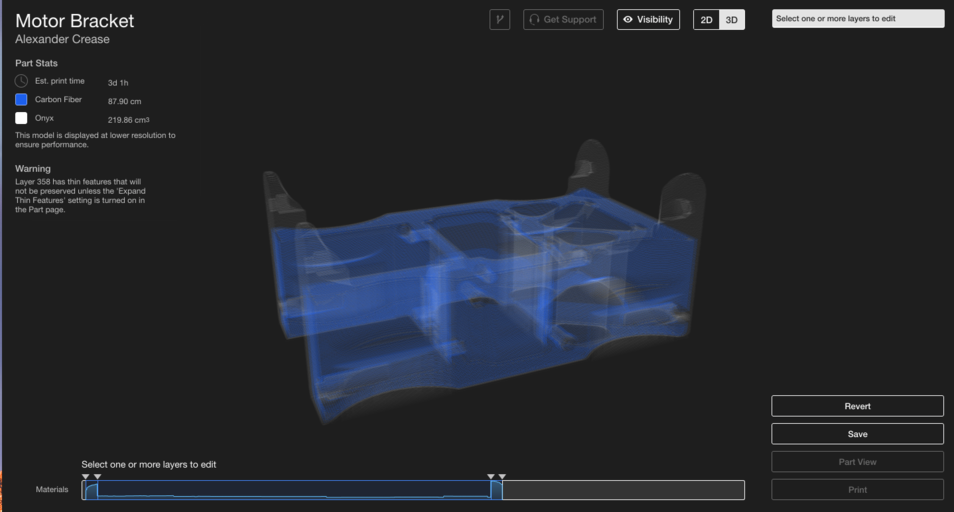
现在,通过使用各向同性和同心纤维填充物,该部件在弯曲方面得到了有效增强。通过了解每种类型的纤维填充配置如何增强零件,您可以开发像这样的简单技巧来提高零件性能和打印时间,而不会浪费不必要的纤维。请留意本博文的第二部分,我们将在其中介绍通过纤维取向优化零件强度的更先进技术!
有兴趣了解更多吗?申请艾格峰试验以试验我们的软件和纤维增强选项。另请查看本文的第二部分,了解更高级的光纤路由技术!
3D打印