

填充图案;哪个是 3D 打印最强的?
填充图案符合 3D 打印部件的内部结构,它们对部件的打印时间、耗材消耗量、柔韧性、强度、重量及其用途有显着影响。
大多数人错误地认为这些因素仅取决于壳数/周长和填充密度,但是,Cura 提供 13 种不同的填充图案是有充分理由的,因为在选择填充图案时需要考虑很多因素对于特定的部分。
填充图案有好处,但也有缺点。在为零件选择图案时需要考虑一些重要因素,例如强度、打印持续时间和成品的柔韧性。这些不同的属性可以使一种模式比另一种模式更可取,具体取决于您以后打算对零件做什么。
在本文中,我将介绍可用的不同填充图案、何时使用它们(取决于打印所需的强度)、如何使 3d 打印更强大等等!
简而言之; 直线图案与 100% 填充的组合显示出最高的抗拉强度,值为 36.4 Mpa。然而,只有当施加的力与填充层的方向相同时,这才是正确的。对于大多数印刷品,整体最强的图案是填充约 50% 的蜂窝状 .
此信息的来源可以在 2016 年的研究中找到。
现在,事不宜迟,让我们开始吧!
不同的填充模式及其用途
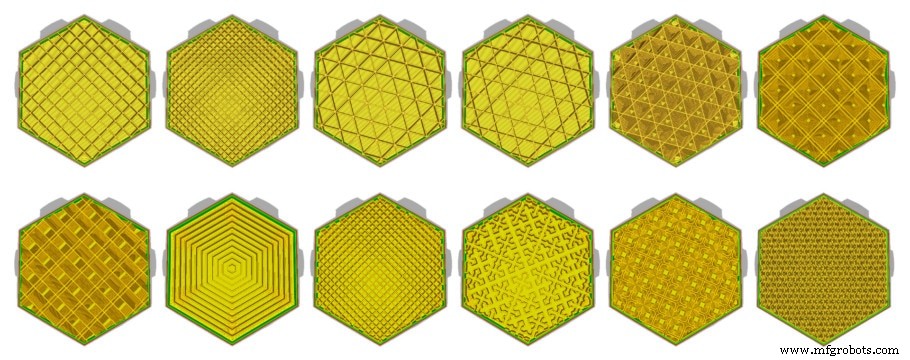
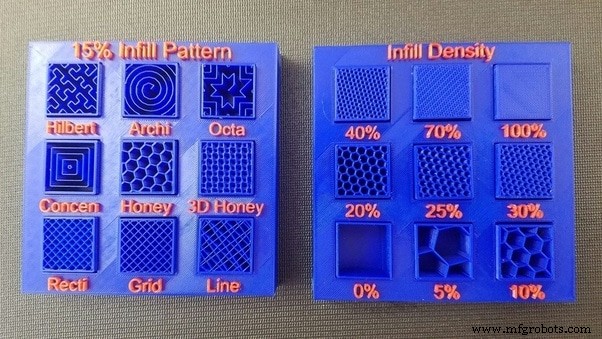
你选择什么样的模式应该取决于特定部分的需要。因此,以下是 Cura 目前提供的 13 种填充模式,我们将简要讨论它们的优缺点以及使用它们的基本原理。
低强度填充图案(线条、之字形)
典型填充密度: 0-15%
行: 线条填充图案是一种 2D 填充图案,顾名思义,它由水平线层组成。同一层中的所有线具有相同的方向,但连续层的线之间的角度为90度。换句话说,这些水平线是沿着二维平面的 X 轴和 Y 轴打印的。
建议使用线条填充图案来打印测试对象和原型,因为它比大多数其他图案消耗更少的材料并且具有更快的打印时间。这意味着这些部件很轻,可以在水上漂浮。也适用于打印小雕像、模型等装饰物。
当从侧面压缩时,打印件的强度适中,但由于沿 Z 轴没有结构支撑,因此它们在垂直方向上支撑不了太多力。这使得这种模式不适用于需要承受中等机械力的零件。
之字形: 之字形填充图案与线条填充图案非常相似,并且具有相同的优点和缺点以及用例。
唯一的区别是打印一层线的方式。在线条填充图案中,一层具有多条线,并且这些线条彼此不相连,而在锯齿形填充图案中,一层仅由一条连续线组成。只能通过查看两种填充图案的边缘来发现差异。
中等强度填充图案(网格、三角形、三六边形)
典型填充密度: 15-50%
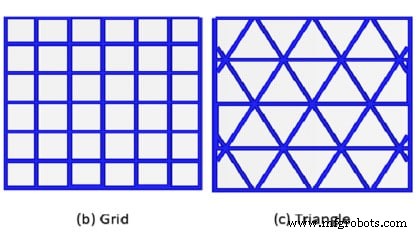
网格: 网格填充图案类似于线条填充图案,但是,每一层都由沿 X 轴和 Y 轴打印的线条组成。这意味着同一图层上的线条之间似乎有 90 度角。这使得图层看起来像一个网格,因此,与线条填充图案不同,单个图层可以在二维上具有强度。
与线条和之字形填充图案相比,网格填充图案更坚固,但消耗更多材料并且打印时间更慢。
三角形: 三角形填充图案由三角形组成,这些三角形融合在一起形成层,然后垂直堆叠。与前三种图案仅在沿 XY 平面的两个方向上打印线条不同,三角形图案包含在三个方向上打印的线条。这在各个方向上提供了均匀的强度,并且更能抵抗外力。
请注意,如果您需要光滑的表面,则必须增加外层或外壳的数量。
三六边形: 三六边形填充图案是与三角形图案相似的强 2D 图案。每一层中的线条也沿 XY 平面在三个方向上打印,但其方式是六个三角形似乎融合在一起形成连接形成一层的六边形。
高强度填充图案(立方、立方细分、八位字节、四分之一立方、陀螺)
典型填充密度:>50%
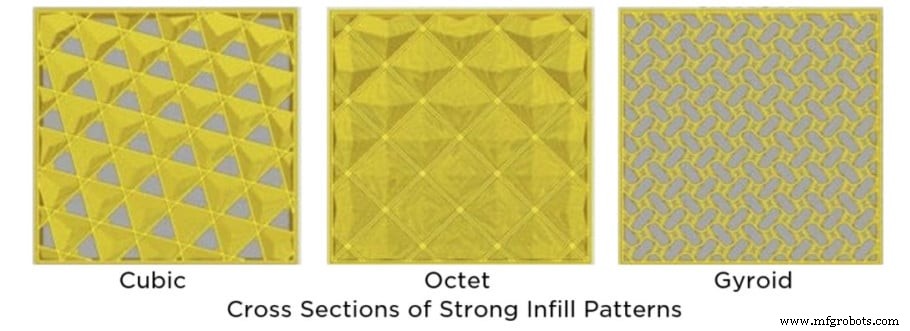
立方: 立方体填充图案是一种强大的 3D 填充图案,由堆叠的立方体组成,这些立方体围绕 X 轴和 Y 轴倾斜 45 度角。这给了他们看起来像三角形的错觉。
立方填充图案非常强大,因为它可以处理从各个方向施加到对象上的压力,但它需要更多的材料并且打印时间更慢。可用于打印功能性机械零件。
三次(细分): Cubic Subdivision 图案与 Cubic 图案非常相似,具有相同的强度和用例,但它需要的打印材料更少。这是通过在打印件的中间创建更大的立方体来实现的,这样在填充物不会承受大量外部压力的地方就可以节省材料。
但是,这种填充图案比其他填充图案切片更耗时。
八位字节: 八位字节填充模式类似于立方模式,除了看起来不像斜率增加的三角形,它看起来像正方形。具有八位字节填充图案的物体非常坚固,可以承受来自四面八方的压力,并具有执行机械功能的能力。
四分之一立方: 四分之一立方填充图案与其他 3D 图案(如立方和八位字节)相似,并且具有相似的强度和用例。即使周边很薄,您也可以在 3D 模型上使用它。
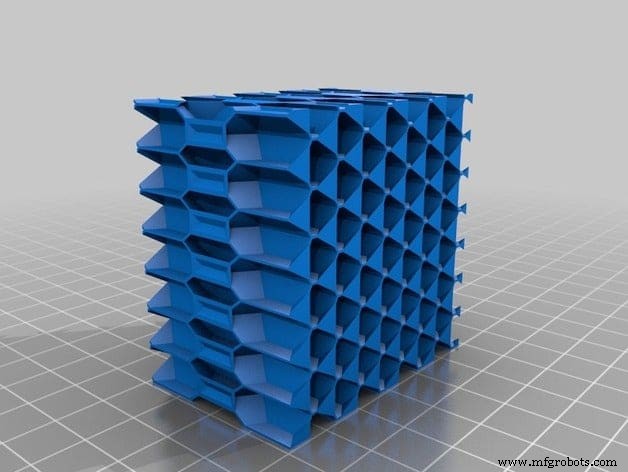
陀螺仪: gyroid 填充图案看起来非常棒,它还具有最高的强度重量比。它的穿孔结构使其成为可渗透的固体(可以让液体或气体通过)。它的打印时间和材料使用是最佳的,但如果您想以低填充密度打印,请务必进行一些测试,因为 Gyroid 结构需要支撑并且必须以相对较高的填充密度打印。
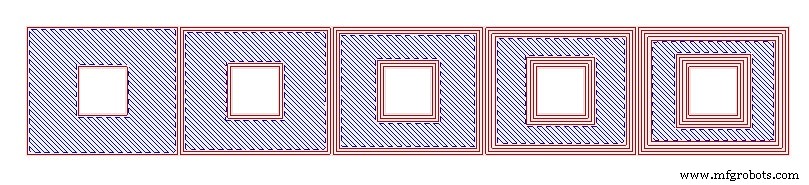
灵活的填充图案(同心、十字、十字 3D)

典型填充密度: 0-100%(取决于您希望打印的柔软程度)。
同心圆: 同心填充图案包含与对象形状(轮廓)相似的同心线。这些物体是灵活的,可以扭曲而不会对整体形状造成任何明显的损坏或变形。这种图案消耗的灯丝数量相对较少,并且打印时间短。
但只适合打印柔性物体,横向强度不足。
交叉: 十字填充图案的印刷方式看起来像是由花哨的十字组成,并且有空白空间,可以让印刷品经受住明显的扭曲和弯曲。
缺点是没有结构支撑来抵抗水平施加在物体上的力。
跨 3D: 十字 3D 填充图案类似于十字图案,但其打印方式是随着打印的增长,线条会倾斜移动。它更易于打印,是打印柔软和灵活物体的理想选择。缺点是较弱,需要更多时间切片。
哪种填充图案最强?
许多使用 3D 打印机的人倾向于推荐蜂窝(立方)作为最强的填充图案,因为它虽然在施加力的方向上较弱,但实际上比其他图案更强,因为它在各个方向上都同样强大因为蜂窝的每一个小细胞都和整个结构一样坚固。
蜂窝单元中的六边形机制被构造为分散和分布力,而不是将其力集中在一个或两个点上,蜂窝图案将力分散到更大的区域。通过将力重新分配到结构的所有部分,蜂窝比任何其他模式都能够更好地处理一般机械力。
蜂窝(立方)填充图案使印刷品坚固而坚硬,即使是大而实心的印刷品也是如此。与其他填充图案相比,增加的强度使您可以创建具有大结构并且具有许多有利机械性能的零件。
从理论的角度来看,直线填充是最强的模式 ,如果施加的力是在填充层的线的方向上,那就是。否则,它是一种相对较弱的图案,但在塑料使用方面也非常有效,因此打印速度比蜂窝快大约 30%。
简而言之; 大多数情况下最强的填充图案是蜂窝(立方)图案,因为它能够将来自任何方向的力分布到整个结构中。直线模式是绝对最强的,但前提是力与填充物的方向相同。
填充密度如何影响强度以及什么是好的密度范围?
另一个影响强度的因素是填充密度,因为填充百分比越高,零件就越坚固。
如果你考虑一个物体的强度,它与它的结构直接相关:填充百分比越大,部件中间的材料就越多,可以处理外力,因此它的抗断裂性越强。
因为它提供了最坚固、最可靠的结构,所以 100% 填充是最好的。然而,由于使用的材料量大,打印需要更长的时间,而且成本也会更高,因为它比低填充替代品需要更多的灯丝。
在大多数情况下,许多人对 20-50% 的填充密度感到满意,这可以为大多数填充图案提供最佳效果,您会惊讶地发现 50% 的长丝百分比可能已经为您提供与 100% 相同的强度,或者在某些情况下非常接近。
不要指望在将填充密度增加超过 50% 后强度会急剧增加,因为这是您将开始获得显着递减收益的地方。长丝百分比越高,增加的效果就越差。
可能没有必要打印填充密度超过 75% 的零件,因为它只会浪费额外的灯丝并使零件更重,除非您要打印齿轮。
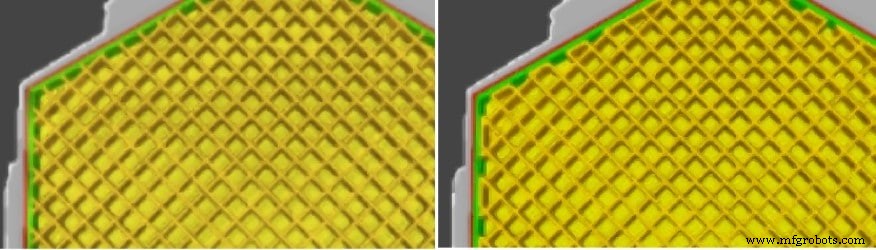
专业提示 :优化填充线方向,使打印更耐打印:填充线的默认方向是 45°,您可以通过特定方式调整填充线方向,在相同百分比和填充图案的情况下显着提高强度(视情况而定。
填充图案和密度如何影响打印时间?
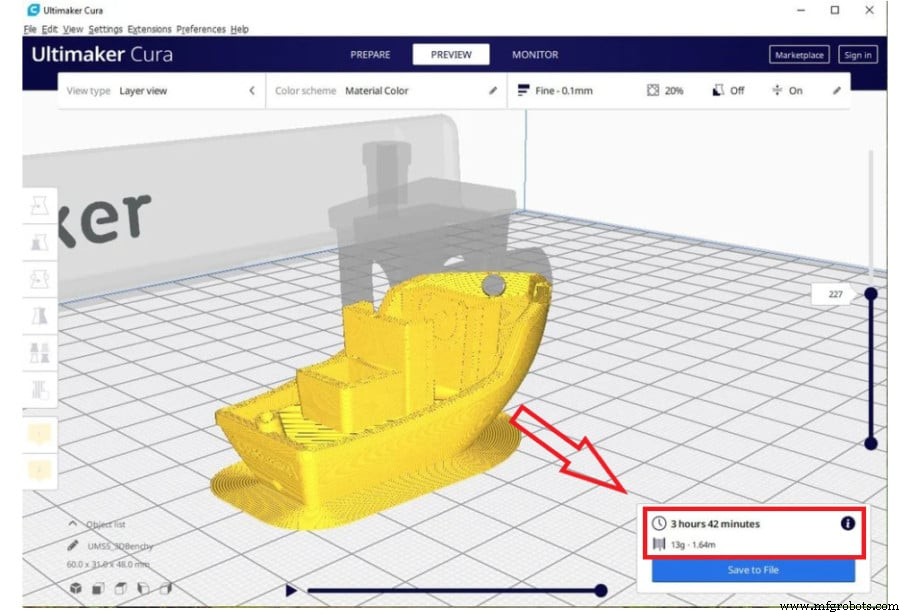
改变填充百分比和图案会影响强度、材料使用、打印时间和对象性能的其他方面。强度的每次增加通常意味着您必须牺牲成本和打印时间。
成功使用填充百分比和图案的关键是找到介于太弱和太昂贵之间的最佳位置。这是最大限度地减少成本和打印时间并最大限度地提高强度的唯一方法。
根据不同的密度、图案、样式和方向自定义填充设置可能很困难,但是当您使用适合您的工作的填充设置时,打印会变得轻而易举。
用什么 Infill 打印最快?
最简单的填充图案,因此也是最快的一种,是“线条”填充。它也是最受欢迎的一种,唯一的原因是与其他图案相比,它显着缩短了打印时间,并且它仍然为对象提供了一些不错的强度。
可能影响打印强度的其他因素
虽然本文可能主要关注填充图案,但还有一些其他因素会影响打印质量,例如灯丝类型、灯丝质量、部件的实际打印方式、周长数量、层高、等等。
灯丝类型
有几十种不同的长丝(PLA、ABS、PETG、HIPS、聚碳酸酯、尼龙等),它们各有优缺点。
例如,PLA 很容易打印,但不能承受高温,不应用于制作要留在户外的打印件。
尼龙因其极强的耐磨性而被认为是打印齿轮的绝佳材料,而就拉伸强度而言,聚碳酸酯是所有材料中最强的材料。
本质上,您需要根据其预期用途选择材料。
灯丝质量

虽然现在大多数类型的灯丝都做得非常好,但确保从知名品牌购买灯丝线轴会增加您成功打印的机会,并且打印出的打印件可以正常工作而不会很快失败。
请注意一件事:灯丝很容易损坏,特别是如果它吸收湿气,大多数灯丝很快就会这样做,因此您应该学习如何存储它们并妥善照顾它们。
要了解更多信息,请查看我们写的这篇文章,了解如何判断灯丝是否变质、如何储存以及如何干燥吸收了湿气的灯丝。
打印方向
当我第一次知道这件事时,我不得不说我很惊讶……尽管仔细想想真的很明显!
3D 打印的弱点始终是其层线,这意味着垂直打印对象(这实际上意味着层将以水平方式打印)将产生与水平打印模型大不相同的强度结果,或在它的一边。
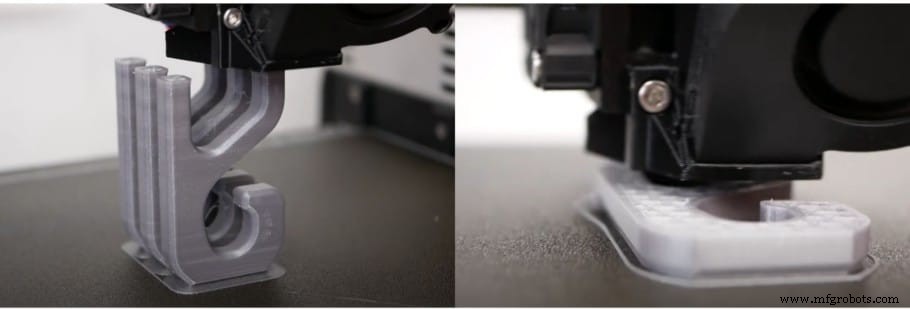
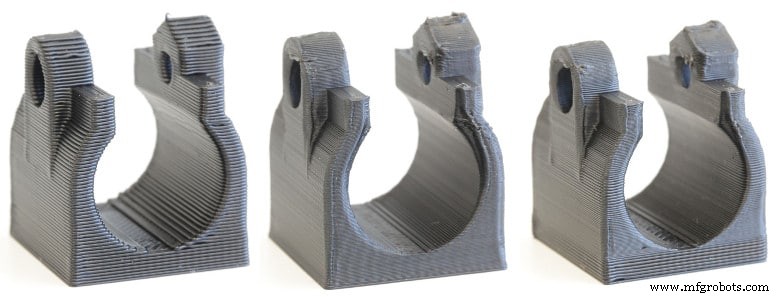
CNC Kitchen 对比了立式和卧式印刷挂钩,整体强度差异的结果非常令人着迷:
由于垂直打印钩子意味着层是水平打印的,并且当对钩子施加拉力时,层的附着力会变得更弱,因此它最终会比水平打印的更容易断裂(只施加相同的力) )。
这并不意味着您应该始终将模型打印在他们的一侧,而是考虑模型的用途并以施加在其上的力的方向相同的方式打印它灯丝。
周长数
周长是印刷品的外部,即我们看到的部分,而填充物位于内部,以防止印刷品塌陷。
周长,也称为壳,对强度有重大影响,实际上在大多数情况下,它们比填充重要得多;只需增加一个额外的周长就可以增加打印强度,其数量与增加 10%-15% 的填充量相同。
层高
一般来说,层高越低,附着力越强。如果你切开一个垂直于层线的打印件,如果打印的层高非常厚,灯丝层之间会有明显的间隙,这会削弱零件。
另一方面,较低的层厚度将确保所有不同的层都正确粘附。然而,这只是在一定程度上,因为低于 0.1 毫米会降低打印强度。
本质上,最强的层高是0.1mm或0.12mm,高于或低于此值都会降低打印强度。
如何提高 3D 打印的强度?
除了调整层高、填充百分比、打印具有不同方向的对象以及我刚才提到的所有步骤之外,您还可以对打印件进行退火,这包括将整个打印件加热到其玻璃化转变温度,使其稍微“熔化”,改变了长丝的分子结构,也有助于层更好地粘附。
如果您想详细了解退火过程的工作原理,请查看这篇文章。
总结:不同打印类型的填充
我之前已经提到了所有这些信息,但这里只是简要介绍了根据要打印的对象类型应使用的填充百分比和图案。
需要坚固耐用的部件
- 填充图案: 三次、三次细分、八位字节、四分之一三次、陀螺仪
- 填充百分比: 50-75%
常规打印
- 填充图案: 网格、三角形、三六边形
- 填充百分比: 15-50%
模型、人物和微缩模型
- 填充图案: 线条,之字形
- 填充百分比: 0-15%
灵活打印
- 填充图案: 同心、十字、十字 3D
- 填充百分比: 0-100%(取决于您对松软的偏好)
结论
正如我所提到的,最强的填充图案是直线和蜂窝状,后者在拉伸强度方面没有那么强,但在其他方面都更强。
不要忘记,还有许多其他因素会影响打印件的强度和阻力,因此请记住这些!
我希望这些信息有用!
祝你有美好的一天!
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,并且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印