

带支撑的 3D 打印设置:终极指南
如果您拥有一台 3d 打印机并且在您的一生中至少使用过一次,那么您几乎不可能不知道支持的存在。尽管它们是 3D 打印中的常见特征,但它们大多以次优方式进行参数化。本文将向您展示如何提高支撑质量,同时减少添加它们的必要性。
为了在3D打印中获得更好的效果,悬垂角大于45°或两个结构之间的桥接距离超过50mm时,应添加支撑。 应该注意的是,为了保证成功打印,这些值被低估了,但可以通过将挤出温度降低到可行的最低值、改善层冷却和降低移动速度来实现微小的改进。通过这样做,可以实现 60°-65° 的角度和高达 150mm 的桥。
什么是支持,我们什么时候需要它们?
当我们使用 3D 打印机进行打印时,我们必须详细了解机器为赋予物体形状所遵循的过程。由于物体是由熔化的塑料一层一层叠加而成的,所以应该始终提出以下问题:
如果挤出机在这个特定点将细丝沉积,但下面没有材料怎么办?
由于 3d 打印机只限于遵循 g 代码文件对其进行的命令,因此无法纠正这种情况。如果参数不正确,机器将继续在空中打印,导致(大部分时间)打印被破坏,我们浪费时间和材料。
为了解决这个问题,使用了支撑。它们是支撑主要部件的垂直结构,以防止灯丝被挤出到空气中。这些支撑由切片器软件使用不同的参数自动放置,您可以根据自己的喜好进行修改。或者,您可以手动选择每个位置。
需要支撑的对象区域可以是悬垂或桥梁。他们有特定的设置可供选择和修改以获得最佳效果。
我们什么时候需要支持?
当您开始学习 3d 打印时,您应该始终设置最保守的参数。通过这种方式,您可以确保您可以打印对象而不会造成很大的不便。然后,随着您变得更加熟练和更有经验,您将能够减少使用的支撑物的数量或密度。
我们必须记住,每台打印机都是不同的,对某些人有用的可能对其他人无效。一般来说,对悬挑施加的限制是通过角度(度)和距离(毫米)来衡量的。
什么是悬垂和桥梁?
在特定零件的拔模角度太大的点处会出现悬垂。结合打印速度、灯丝温度和层高,打印参数实际上可以创建一个“悬崖”,导致熔化的灯丝下降。
另一方面,桥梁(顾名思义)是一块两点之间的连接,彼此相隔一定距离。挤出机在 XY 平面内沿一个方向移动,一边移动一边供给材料。
乍一看,这似乎是一个容易产生打印问题的场景,然而,我们会看到可以建立一些参数,即使不使用支撑,也可以以令人满意的方式进行桥接。

3D 打印中悬垂的角度限制以及如何改进它们
如果我们从结构的角度来看,如果一条细丝线的宽度至少有一半由前一层支撑,那么它就有足够的支撑基础。这意味着对于0.4mm的标准线宽,底层至少要支撑0.2mm。
对于使用的任何层厚,确保这一点的唯一方法是将最大悬垂角设置为 45°。这个角度是从一条假想的垂直线到物体边缘测量的。以这种方式定义,0 度是垂直的部分,90 度是水平的(桥梁)。因此,切片机将在悬垂角大于 45° 的位置放置支撑。
这是一个非常保守的规则,因此无论其他打印参数如何,都将始终有效。现实情况是,我们可以通过调整一些参数来进一步改善这个角度。
如何增加悬垂角度
由于仅仅因为所需的支撑而增加了打印时间,我们显然应该对在不牺牲打印质量的情况下增加允许的最大角度感兴趣。这也将节省大量浪费的灯丝。
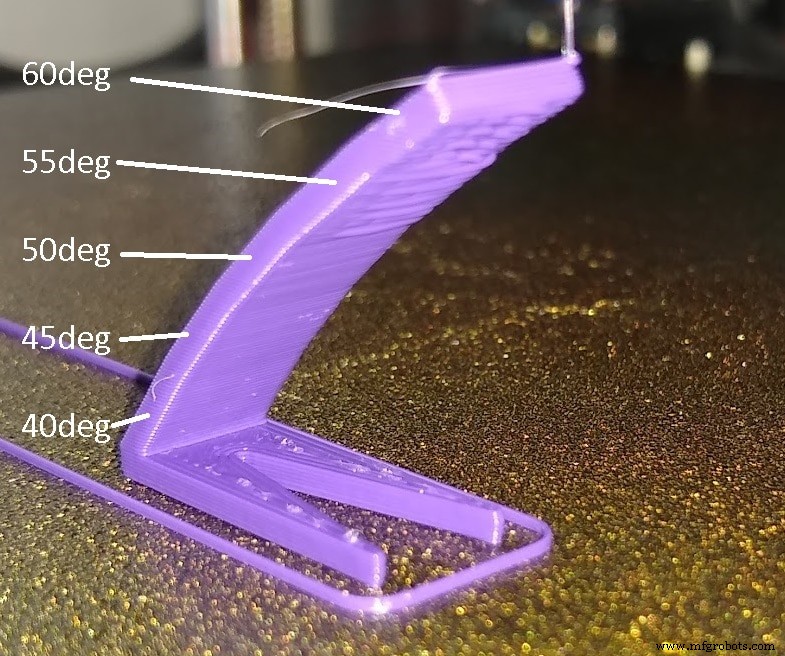
修改可以提高打印悬垂质量的参数后,您应该尝试打印此悬垂测试。通过边际变化和改进,您应该能够成功打印 60°-65° 的角度。
让我们看看我们可以修改的参数以优化我们的悬垂!
降低挤出机温度
长丝在达到工作温度时会流动,对于 PLA,工作温度通常在 190 至 220 摄氏度之间,具体取决于制造商、着色或热塑性塑料的成分。
一旦挤出机将塑料放置在所需的位置,我们需要它冷却以使其变硬。因此,它不会有时间滴落或掉入没有足够支撑的“悬崖”。当材料过热时,需要较长时间冷却,因此滑移倾向增加,最终导致零件变形。
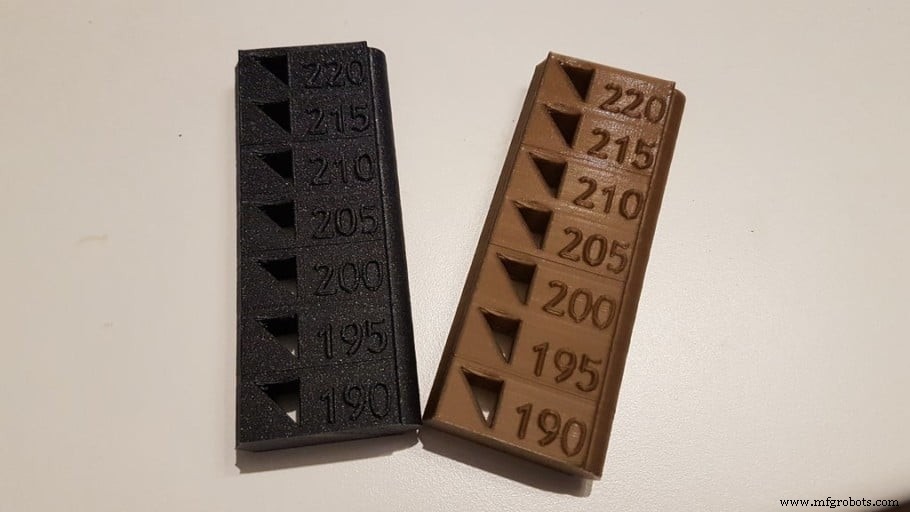
改善这一点的一种方法是将打印温度降低到绝对最低值。为此,有所谓的“温度塔”,它使我们能够找出工作每种材料的最佳温度。每次我们想尝试新的灯丝时,我总是建议打印一个塔。
强烈推荐此测试,因为它有一个“准备打印”的 G 代码文件,不同层部分具有不同的温度。
降低流速
如果喷头出料过多,冷却时间会更长,因此必须正确设置此参数。如果你发现你的碎片边缘滴水过多,而不是形成一条均匀的实线,是时候调整流速,甚至检查挤出机的步骤是否正确。
增加冷却
该参数对于在非常明显的悬垂中实现良好的端接至关重要。打印复杂零件时,优先考虑使用良好的层扇。它由一个涡轮(无刷风扇)组成,可将大量冷空气直接吹向喷嘴的出口。这有助于冷却灯丝并使其变硬。通过这样做,对象的外壁将倾向于保持它应该具有的形状。
您可能还会注意到打印的一侧比另一部分具有更高和更好的细节。这很可能是由于一侧直接接收来自分层风扇的空气,而另一侧被物体本身阻挡。在这种情况下,以这样的方式定位对象,使打印的最关键细节与层扇的气流直接接触。
3d 打印中桥接的距离限制以及如何改进它们
由于灯丝在 G 代码指定的运动过程中被喷嘴挤出,因此在尝试打印两个结构之间的大型桥梁时,塑料线可能会因自身重量而塌陷。
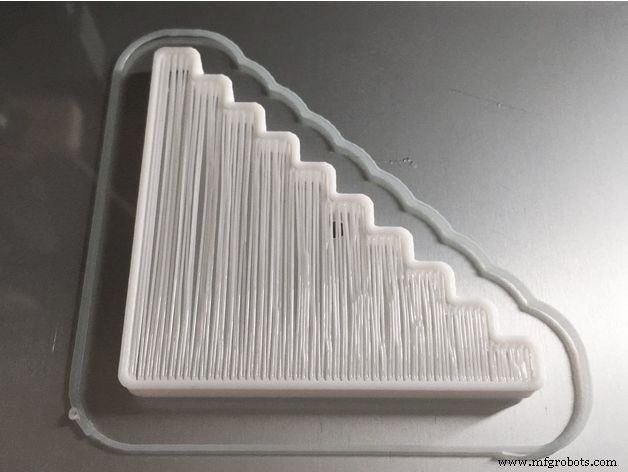
如果两个支撑点之间的距离超过一定值,这将形成一个向下的曲线。要了解 3d 打印机的容量和限制,需要进行特定测试,在同一 STL 文件中生成越来越长的桥梁。您可以从 Thingiverse 打印此桥接测试开始(上图)。
这些测试不仅可以了解我们打印机的容量,还可以让我们改变打印参数以提高桥接器的质量。为此,您必须一次修改一个参数并重新打印测试,以隔离边际修改的影响。
打印桥接时的一个主要参数是挤压温度。材料在空气中冷却的速度直接关系到桥梁的质量。
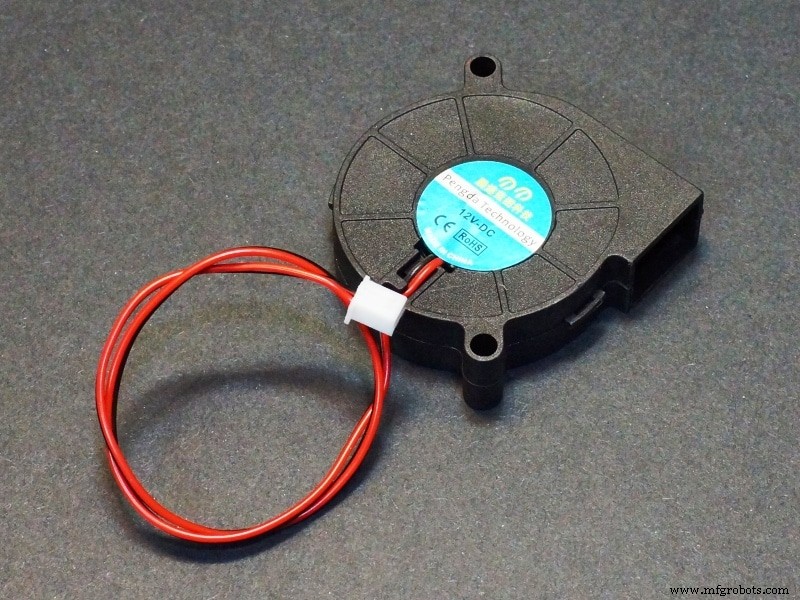
如果您的打印机没有安装分层风扇,我建议您购买一个并将其添加到热端。使用 Blower 类型的分层风扇获得最佳效果,设置为 100% 的容量。喷嘴必须允许空气通过并且不能成为障碍物。
它还应该朝向灯丝,而不是朝向喷嘴,因为它会冷却它并导致温度问题。我最喜欢的鼓风机是 5015。它既非常便宜又非常高效。
如果您是第一次使用层扇,最好调整挤出机的 PID 控制系统。 YouTube 上有很多视频教程解释了如何做到这一点。
一旦您设法配置您的 3d 打印机以令人满意地打印桥梁和悬垂,您可能仍然会遇到太大的桥梁。对于这些情况,支持作为最后的方便手段,可以自动解决我们的问题。我们将学习如何在 Cura Slicer 中配置支撑,但其他切片器也有类似的选项需要设置。
支持 3D 打印的最佳设置
为了开始,我们必须选择我们想要制作支撑的部件的位置。 “无处不在 ” 选项还可以在对象内部放置支撑,这在某些情况下可能是过度的,而在其他情况下是完全必要的。这将取决于对象的设计。
支持结构类型
这个选项让我们确定支撑的结构。 “网格 “例如,将产生更强大的支撑,即使它很长也没有下跌的风险。不利的一面是,它们更难去除,并且大大增加了打印时间(和灯丝消耗)。
“线条 ” 是一个更快的选择,因为它由细线形成的结构组成,一个在另一个之上。这种类型的支撑的主要缺点是,由于它们的定义很薄,当结构更高时它们也容易倾斜或崩溃。
在极少数情况下,您应该使用网格结构进行打印,因为线条图案几乎总是绰绰有余,并且可以节省您的时间和耗材。
支撑的悬垂角度
正如我们之前提到的,包含由大于此参数中建立的角度组成的角度的突起的对象将使用支撑来加固。该值将从悬垂测试中得出。如果还没有,请将最大角度设置为 45 作为临时和故障安全值。
填充量
该参数以百分比表示,并确定将形成支撑的材料的密度。在“线条”的情况下,该值越高,线条之间的距离就越近。前几次至少从 25% 开始。如果您注意到输出质量保持不变,请尝试稍微降低此值。根据经验,最佳值应介于 25%(最大值)和 10%(最小值)之间。
距离 X / Y
在水平轴(层平面)中确定零件和支撑之间的距离。该值越小,支架的工作效果越好,但它也会粘附在物体上,使其难以移除。推荐值为 0.6 毫米。
Z 距离
表示支撑和零件之间在垂直方向上的分离。一个好的值是 0.2mm,因为它可以轻松移除支撑,并且不会影响工件的质量。
如果我们不在零件和支架之间留出空间,那么支架和模型都将成为一个整体。当试图移除支撑时,这会在物体上留下令人不快的痕迹。
随着经验的增加,您可以增加物体与支架之间的距离,以便在打印完成后轻松将其移除。
多挤压和支撑

一些 3d 打印机有两个挤出机,可以配置为同时打印两个零件,或者其中一个打印零件,而第二个挤出机打印支撑。这样做最重要的优点是拥有第二台挤出机允许我们用可溶于水的材料打印支撑。具有这种便利特性的灯丝就是 PVA。
PVA 允许我们简单地将工件浸入水中并获得良好的光洁度,无论之前支架与工件的距离有多近。作为一个缺点,我应该提到PVA的价格往往相当高。
用于支撑的另一种细丝是 HIPS,它可溶于 d-柠檬烯(一种柑橘类水果的衍生物,通常用作杀虫剂)。它比 PVA 便宜,但需要额外的溶剂成本。
3d 打印与树支持

“树支持 ”因其形状而得名。它们一开始是一个树干,随着它沿 Z 轴上升而分支。这些分支在一个非常小的点与零件接触,放置在最佳位置以保持物体的结构。
一些切片机,如 Cura,可以选择使用这些支架。要启用此选项,请单击配置齿轮并选择“Experimental ” -> “树支持 “。
Meshmixer 等建模程序允许在 STL 文件中生成树支撑,因此您只需对对象进行切片,而无需关心支撑配置。
树支架的优缺点
这些支撑的主要优点是它们只与模型的一个点接触,而不是像传统支撑那样在一条线上进行接触。这使得去除过程后物体的表面光洁度更加光滑。
另一个优点是“树”远离不需要支撑的区域。这在打印人或动物等有机模型时特别方便。
树支撑的主要缺点是它们不适用于桥梁或大悬垂,因为它们不能正确支撑诸如线或网格支撑之类的平面。此外,它们的速度要慢得多,并且需要很长的切片时间。
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印