

理想的 Cura ABS 设置和配置文件(适用于所有打印机)
ABS 或丙烯腈丁二烯苯乙烯是一种广泛使用的聚合物,因为它具有物理特性和降低的成本。它也是消费范围内最难打印的长丝之一,因为它容易翘曲和分层。它被第一批 DIY 打印机广泛使用,但现在它正在被更好的替代品所取代。
封闭式打印机成功率更高,但如果设置正确,您应该能够在大多数打印机上使用 ABS 打印某些部件。挤出温度应在 230°C 和 250°C 之间,床温在 100°C 之间。完全关闭风扇可以获得更好的效果,建议使用帽檐。使用 PEI 板或涂层玻璃床可获得更好的床附着力。
为了获得更好的结果,建议使用另一种略有变化的聚合物,称为 ASA 或丙烯腈苯乙烯丙烯酸酯。
ABS 的问题

任何使用 ABS 打印的人都会遇到至少一个 ABS 已知问题,例如翘曲和层分层。 ABS 在熔化时会非常明显地膨胀,然后在凝固时会再次收缩。这种现象会导致打印对象的张力趋于向上弯曲或沿层线破裂。
翘曲和分层可以通过外壳和良好的床层附着力来解决。
还有打印时散发的烟雾、气味和颗粒的主题。 ABS 只能印刷在通风区域或带有保护性过滤系统的地方。如果过度暴露于 ABS 排放物,则会出现恶心和头痛的报告。
虽然它有点贵,但 ASA 不易翘曲或分层,并且在保持 ABS 优势的同时不会散发出那么多烟雾和颗粒。这些优势正在促使整个 3D 打印社区转向 ASA。
为什么要使用 ABS 打印?

ABS 的主要优点是其广泛的连续使用温度(-20ºC 至 80ºC)和高冲击强度。相反,例如 PLA 仅在 50ºC 时软化,因此它不能很好地适应户外条件。 PLA 也容易在撞击时像玻璃一样破碎,因此它不适合需要韧性的应用。
还有一种可能是丙酮蒸汽平滑,可以使 ABS(或 ASA)零件像注塑成型一样光滑。
聚合物很容易受到紫外线的影响,以至于在长时间暴露在阳光下时它们可能会开始碎裂。 ASA 具有抗紫外线能力以及 ABS 的其他优点。
微调 Cura 的参数以使用 ABS 打印
启用 Cura 的默认 ABS 配置文件(以它为起点)
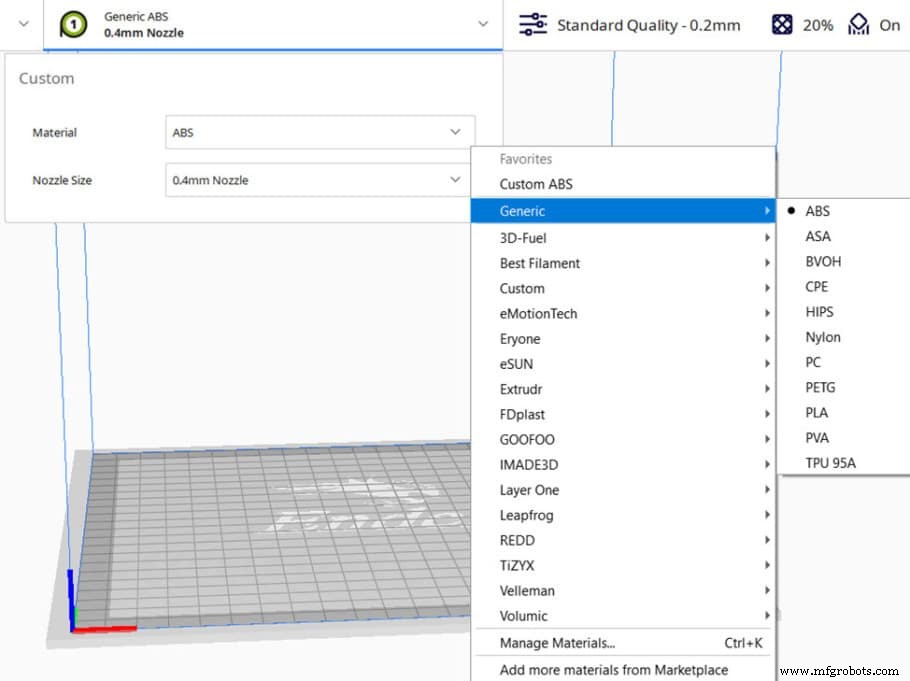
Cura 内置了许多知名品牌的配置文件,因此将它们用作起点并从那里进行小调整是一个聪明的主意。如果该品牌未列出,您可以从通用 ABS 配置文件开始。
层高
层高极大地影响打印时间、细节和强度。打印时间随着层高的增加而减少,但细节和强度也会降低。对于ABS,最好选择较薄的层以避免分层。
一项研究表明,较低的层高与喷嘴尺寸的比率会增加强度,因为它会在层之间留下更少的间隙。因此,如果您需要更大的层,建议使用更大的喷嘴。您还可以通过更改挤出宽度来模拟更大的喷嘴,但最好不要超过实际喷嘴尺寸的 125-150%。 (例如,0.4 毫米喷嘴为 0.6 毫米。)
对于 0.4 毫米喷嘴(或挤出宽度),0.2 毫米层将是 ABS 中可取的最大层。你可以在这里查看论文
有关此主题的更多信息,请参阅我们的这篇文章。
微调
打印仅稍微改变层高并检查结果,直到找到适合您特定项目的完美层高。
理想的 ABS 层高度:
- 详情: 喷嘴尺寸或挤出宽度的 25%(0.4 毫米喷嘴为 0.1 毫米)
- 整体最佳层高: 喷嘴尺寸或挤出宽度的 25% – 40%(0.4 毫米喷嘴为 0.15 毫米)
- 快速打印/原型制作: 喷嘴尺寸或挤出宽度的 50% – 65%(0.4 毫米喷嘴为 0.2 毫米)
打印温度
理想的ABS印刷温度: 235 – 250 ºC
印刷温度在 ABS 中尤为重要,因为它会以相反的方式改变层的附着力和细节。印刷温度越高,层附着力越高,但细节越低。达到熔化温度后,聚合物在进一步升高时往往会变得不那么粘稠,因此细节不会那么清晰。
ABS(和 ASA)在高温下打印,因此虽然您可以不使用它,但全金属热端将使您获得更好的结果。
微调
可以通过打印温度校准塔并在固定距离后改变挤出温度来调整温度。打印完成后,您将能够清楚地看到您的灯丝具有最佳层附着力和细节的范围。
这是一个关于这个主题的好视频:
床温
理想的 ABS 床温: 100ºC+。
使用 ABS 打印时,床温是关键。如果没有加热床,几乎不可能打印。让 ABS 牢固地粘在床上将确保您获得成功的打印。
一项研究表明,床温略高于灯丝的玻璃化转变温度,大大提高了附着力。看这里
与水等物质不同的聚合物具有额外的特征温度,即玻璃化转变温度。当聚合物被加热到高于该阈值时,它的物理性质会从易碎和坚硬变为可延展和坚韧。
ABS 玻璃温度约为 110ºC,因此如果您的机器可以达到此温度,强烈建议将其设置为 110ºC 或更高。预计会有更明显的象脚,但可以在切片机或模型本身上进行补偿,在底部添加倒角。
微调
床温不需要非常精确地微调。只需尝试超过 100ºC 并提高温度,直到打印成功。
打印冷却
对于 ABS,您不应使用冷却来防止层分离和翘曲。当细节是一个主要问题并且环境温度很高时,在某些情况下可以使用高达 30% 的部件冷却风扇。最好的第一个猜测是完全关闭部分冷却,但桥接除外。请注意,虽然桥接能力有所提高,但分层的机会会急剧增加。
微调
塔的打印方式与温度校准塔相同,只是改变部分冷却。
理想的 ABS 冷却设置:
- 初始层风扇速度: 关闭
- 风扇转速: 关闭
- 床粘类型: PEI 片材或镀膜玻璃
- 帽檐宽度: 至少 10 毫米
打印速度
由于 ABS 不能很好地冷却零件,因此必须降低速度以使塑料凝固。取决于您的打印机和零件的尺寸,但一个好的起点是第一层为 20 – 30 mm/s,其他层为 30 – 60 mm/s。
周长应保持尽可能低,并且可以提高填充速度。
微调
打印相同的部分,只改变打印速度,看看它对您的设置有何影响。
理想的 ABS 速度设置:
- 打印速度: 30 – 50 毫米/秒
- 初始层打印速度: 20 – 30 毫米/秒
- 填充速度: 40 – 60 毫米/秒
- 行驶速度: 60+ 毫米/秒,具体取决于打印机
撤回
ABS 可能非常粘稠,因为涉及的温度很高并且没有使用冷却,但如果正确调整回缩并激活其他一些选项,您将能够获得令人印象深刻的结果。
穿线测试可以帮助调整回缩。首先,如果您有直接驱动挤出机,则使用 3 mm 缩回距离,如果您有 Bowden 设置,则使用 6 mm。任何一种设置中 25 毫米/秒的回缩速度都是一个不错的初步猜测。 Cura 的库存设置往往运行良好。
什么是 Combing 以及使用什么设置?
梳理会关闭回缩并修改移动移动以越过填充物以沉积任何渗出的塑料。将其设置为“填充内”会有所帮助
微调
打印各种穿线测试,每次都会稍微改变您的回缩速度或距离,以微调这些设置。
理想的 ABS 回缩设置:
- 回缩距离: 直接 3 毫米或鲍登 6 毫米
- 回缩速度: 25 毫米/秒
- 梳理: 开启并设置为“填充内”
床粘
如床温部分所述,如果将温度设置在灯丝的玻璃化转变温度以上,附着力会大大提高。
帽沿是一层厚厚的边框,可增加与床的接触。使用它们可以对没有良好基础的模型有很大帮助。裙子也是一样的东西,只是不和模型接触,只是作为喷头的打底,所以对层的粘合作用不大。
Raft 的作用与帽沿相同,但至少由位于整个模型下方的两层或三层组成。它还可以帮助补偿床的任何不平整。
胶棒、发胶和油漆工胶带是对抗床粘连的盟友。如果没有任何效果,请尝试使用一些胶棒、任何特殊配方的床用粘合剂,或者整齐地贴上油漆工胶带并试一试。
理想的 ABS 床附着力设置:
- 床温: 100+℃
- 床粘类型: PEI 片材或镀膜玻璃
- 帽檐宽度: 至少 10 毫米
- 有助于粘合的产品: 胶棒、发胶、画家胶带。
您需要一个外壳来打印 ABS 吗?
虽然您可以在小型模型上不使用外壳,但在使用 ABS 打印时,拥有外壳肯定会有所帮助。如果您的打印机有加热室,那就更好了。
总结:用于打印 ABS 的理想 Cura 设置/配置文件
- 层高: 喷嘴尺寸或挤出宽度的 25% – 40%(0.4 毫米喷嘴为 0.15 毫米)
- 打印温度: 235 – 250 ºC
- 床温: 100+℃
- 床粘型: PEI 片材或镀膜玻璃
- 回缩距离: 直接 3 毫米或鲍登 6 毫米
- 回缩速度: 25 毫米/秒
- 打印速度: 30 – 50 毫米/秒
- 行驶速度: 60+ 毫米/秒,具体取决于打印机
- 风扇速度初始层数: 关闭
- 其余打印件的风扇速度: 关闭(桥接除外)
3D打印
- 使用 ABS 塑料进行 3D 打印:您需要知道的一切
- 喷墨打印机中使用的染料标准
- Formlabs 为所有 Fuse 1 客户推出更新的 3D 包装功能
- Stratasys FDM 打印机的新材料
- 为什么 Pantone 验证对于 Stratasys 3D 打印机来说意义重大
- 如何计算金属 3D 打印机的投资回报率
- 为 BattleBots 使用 Markforged 3D 打印机
- 碳纤维 ABS 用于更广泛的 FDM 3D 打印机
- 气动执行器的理想应用
- 用于打印地形的 11 种最佳 3D 打印机:FDM 和树脂打印机(2022 年)
- 最适合初学者的 3D 打印机(2022 年更新)!
- PLA vs ABS 用于微型模型;哪个最好?