

6 第二章:车床
单元 1:发动机车床
目标
完成本单元后,您应该能够:
• 确定车床最重要的部分及其功能。
• 了解车床安全规则。 • 描述设置用于加工的切削工具。
• 描述在车床上安装工件。
• 说明如何安装刀具。
• 描述定位工具。
• 描述如何对中工件和尾座中心。
说明
车床是一种非常通用且重要的机器,知道如何操作。这台机器使圆柱形物体靠着个人控制的工具旋转。车床是所有机床的先驱。当切割工具沿所需切割线前进时,工件被固定并绕其轴线旋转。车床是工业中用途最广泛的机床之一。通过适当的附件,泡沫可用于车削、锥削、成形车削、螺纹切削、端面加工、钝化、钻孔、旋压、磨削、抛光操作。切削操作是使用与工件轴线平行或成直角进给的切削工具进行的。切削工具也可以相对于工件的轴线以一定角度进给,用于加工锥度和角度。在车床上,尾座不旋转。相反,保持库存的主轴旋转。夹头、中心、三爪卡盘和其他工件夹持附件都可以固定在主轴中。尾座可以容纳钻孔、螺纹、铰孔或切削锥度的工具。此外,它可以使用中心支撑工件的末端,并且可以调整以适应不同的工件长度。
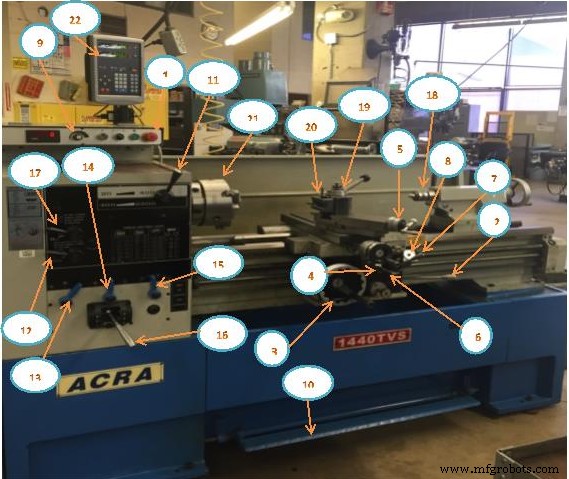
图 1. 车床零件
1.开机/关机
2. 主轴正转/反转(向上或向下翻转手柄)
3. 小车手轮 4. 十字进给手轮
5. 复合进给手轮
6. 托架/交叉进给接合
7. 螺纹半螺母
8.穿线拨盘
9.主轴转速
10.刹车
11. 主轴高/低范围
12. 穿线/送料反转(推入/拉出)
13. 进给范围(A、B、C)
14. 进给范围(R、S、T)
15. 进给范围(V、W、X、Y、Z)——V 和 Z 是螺纹设置
16. 齿轮箱
17. 齿轮箱低/高
18. 尾座
19. 工具架
20. 刀架
21. 三 - 颚夹头
22. DRO(数字读出)穿线/进给选择器(见第15项)
车床安全
与往常一样,我们应该了解安全要求并尝试遵守安全规则,以消除对自己或他人的严重伤害。
戴眼镜,穿短袖,不打领带,不戴戒指,不要试图用手停止工作。在尝试检查工作之前停止机器。不知道它是如何工作的? ——“别跑了。”机器运行时不要使用抹布。
1. 使用后立即从夹头上取下夹头钥匙。如果卡盘仍在卡盘键中,请勿开启车床。
2. 用手转动卡盘或面板,除非有绑定或间隙问题。
3. 将卡盘或面板牢固地拧紧到车床的主轴上很重要。
4. 插入或移除零件时,将刀头移动到与夹头、夹头或面板保持安全距离。
5. 将刀架支架放在复合滑轨的左侧。这将确保复合滑块不会碰到主轴或卡盘附件。
6. 安装和拆卸夹头、面板和中心时,始终确保所有配合面清洁且无毛刺。
7. 确保刀头锋利且后角正确。
8. 将刀头尽可能短地夹在刀架上,以防振动或折断。
9. 均匀涂抹和保养切削液。这样可以防止变形。
10. 丝杠不要倒转。
11. 机器运行速度切勿超过特定材料的推荐速度。
12. 如果卡盘或面板卡在主轴头上,请联系教练将其移除。
13. 车床旋转的工件如果有锉刀,请用左手锉,以防滑入卡盘。
14. 测量前务必停止机器。
15. 去除长条状切屑时停止机器。用钳子把它们取下来。
16. 确保尾座锁定到位,并在工件在中心之间转动时进行适当的调整。
17.在中心之间转动时,避免完全切穿工件。
18.机器运行时不要使用抹布。
19. 清洗前从刀架和尾座上取下工具。
20.不要使用压缩空气清洁车床。
21. 清洁车床时要小心。刀具锋利,切屑锋利,工件可能锋利。
22. 确保机器在离开工作区之前已关闭并清洁。使用后务必取下夹头扳手,避免恶作剧,保持地板清洁。清洁车床时要小心,刀具锋利,切屑锋利,工件可能锋利。
以下是一些在运行车床时很重要的问题:
• 为什么正确的切割速度很重要?
当设置太高时,工具会很快损坏,更换或修复工具会浪费时间。 CS太低会导致产量低。
知道:
• 粗加工的切削深度。
• 精加工切削深度。
请注意,最大粗加工切削范围为 0.010 到 0.030,具体取决于被加工材料,而不同材料的精加工进给则为 0.002 到 0.012。
• 粗加工进给率
• 精加工进给率
请注意,粗加工的进给率范围为 0.005 到 0.020,具体取决于被加工的材料,而精加工进给率的范围为 0.002 到 0.004,适用于不同的材料。
切割工具术语
有许多不同的工具可用于车床的车削、端面和切断操作。每个工具通常由碳化物作为基础材料组成,但也可以包含其他化合物。本节介绍车床刀具的不同外观和用途。
| 图 A:描绘了用于创建半方形肩台的标准车削工具。如果切削刃后面有足够的材料,该刀具也可以用于粗加工。 | 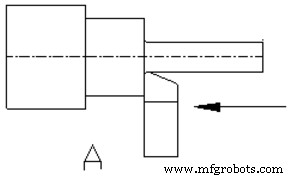 图A |
| 图 B:描绘了具有导程角的标准车刀。这个角度可以进行重度粗加工。也可以转动工具制作半方肩。 | 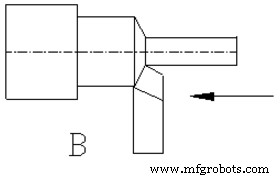 图B |
| 图 C:鼻子具有非常大的半径,这有助于在轻切削和重切削上进行精细抛光。该工具还可用于形成圆角半径。 | 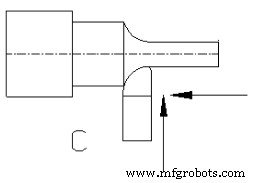 图C |
| 图 D:描绘了一个旋转的标准车刀。它的刀尖引导切削刃,在肩部的外径和端面上形成轻微的精加工。 | 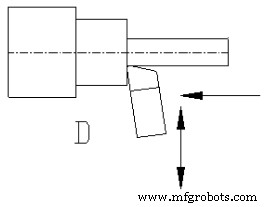 图D |
| 图 E:描绘了一个表单工具。可以将不同的形状磨成工具,然后再复制到零件上。 | 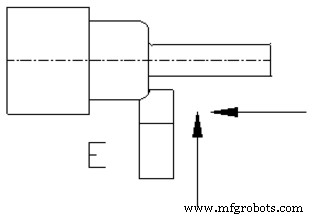 图E |
| 图 F:描绘了一个面向工具。该刀具用于面对工件的末端,以提供光滑、平整的光洁度。如果坯料中心有孔,则利用半中心来稳定和支撑工件。 | 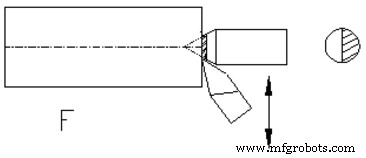 图F |
| 图 G:描绘了开槽或底切工具。如图所示,它用于在工件上切槽。当有适当的间隙时,刀具可以深切,或向左或向右切。 | 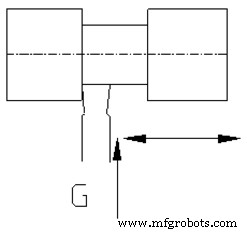 图G |
| 图 H:描绘了一个分型工具。分型工具以一定长度切断毛坯。此工具需要预成型刀片和刀架。 | 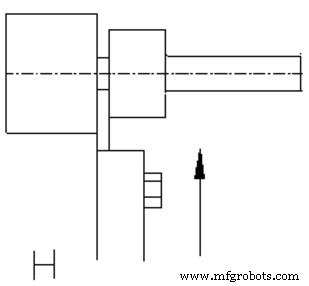 图H |
| 图一:描绘了一个用于螺纹加工的 60° 螺纹工具。 | 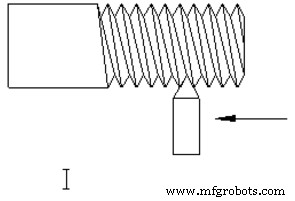 图一 |
设置切削刀具进行加工
• 将刀架移动到复合支架的左侧。
• 将刀架安装在刀架上,使刀架上的固定螺钉比刀架高约 1 英寸。
• 将合适的切削刀具插入刀架,使刀具伸出刀架 0.500 英寸。
• 将切割工具点设置为中心高度。用直尺或尾座检查。
• 牢牢拧紧刀架,防止其在切割过程中移动

图2:刀架和刀架
在车床上安装工件
• 检查行中心是否运行正确。如果运行不正确,请移除中心,清洁所有表面,然后更换中心。再次检查真实性。
• 清理车床中心点和工件中心孔。
• 调整尾座主轴,直到其伸出尾座约 3 英寸。
• 松开尾座夹紧螺母或杠杆。
• 将工件的一端放入卡盘中,然后向上滑动尾座,直到它支撑住工件的另一端。
• 拧紧尾座夹紧螺母或水平。

图 3:车床中的工件
安装切割工具
• 刀架用于固定车床刀具。
• 安装时,清洁支架并拧紧螺栓。
• 车床的刀架使用快速释放杆连接到刀架上。
• 刀架通过 T 形螺栓固定在机器上。
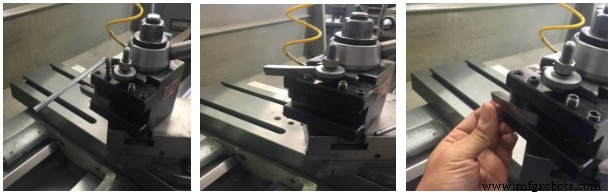
图4:安装切割工具
定位工具
要重新定位切削刀具,手动移动十字滑块和车床鞍座。也可提供电源。确切的程序取决于机器。该复合材料提供了第三个运动轴,并且可以改变其角度以在任何角度切割锥度。
1.松开将化合物固定在鞍座上的螺栓。
2.使用位于化合物底部的百分表将化合物旋转到正确的角度。
3.再次拧紧螺栓。
4.刀具可以沿着选定的角度手动进给。该化合物没有电源。
5.如果需要,请使用两只手以获得更平滑的进给速度。这将是一个很好的完成。
6.复合滑块和十字滑块都有千分表,但鞍座没有。
7.如果在定位鞍座时需要更高的精度,请使用安装在鞍座上的百分表。百分表按停止。
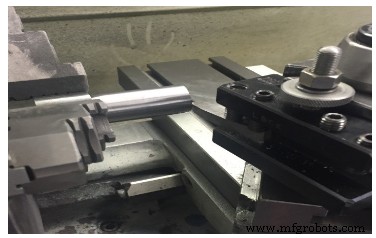
图5:定位工具
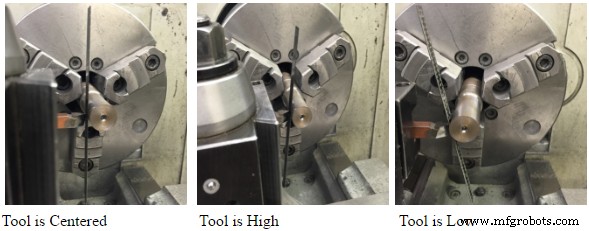
工件居中
钢尺
1.将钢尺放在库存和工具之间。
2.当标尺垂直时,工具居中。
3.规则前倾时工具高。
4.规则向后倾斜时工具低。
尾座中心
1.对刀时参考尾座中心。
2.将刀尖与尾座中心定位。

单元测试
1.请列出车床最重要的十个部件。
2.请列出五项车床安全指南。
3.为什么切割速度很重要?
4.什么是刀架?
5.刀架安装在哪里?
6.刀架中的刀具可以伸出多远?
7.请列出三种不同的切割工具。
8.请描述工具的定位。
9.解释如何使工件居中。
10.工件居中的两种方式是什么?
工业技术