

13 第 4 章:带锯
目标
完成本单元后,您应该能够:
- 识别带锯。
- 了解安全规则。
- 描述水平带锯的操作。
- 描述垂直带锯的操作。
- 描述锯。
- 解释锯片的选择。
- 描述牙齿组。
- 解释虎钳加载。
- 描述润滑。
带锯
市场上有两种类型的带锯——一种是水平带锯,另一种是垂直带锯。带锯在任何机械车间都变得相当普遍,并且不需要特殊技能即可使用。但是,考虑到所涉及工作的性质,在使用带锯时熟悉设备并遵循几个简单的步骤非常重要。以下是有关如何安全使用立式带锯的一些简单说明。
第 1 步:安全
在处理任何类型的电动工具之前,佩戴安全护目镜、手套和任何其他相关安全装备非常重要。尽量减少宽松的衣服,因为它可能会被锯片夹住。
第 2 步:了解您的机器
大多数带锯机都有变速,但如果你的只是一种速度,那就不用担心了。如果您站在机器前面,您的电源开关和速度指示灯通常位于机器的左侧。变速箱换档杆和变速控制装置将位于机器后部。前面的倾斜台可让您轻松移动正在切割的物体。刀片顶部的鼓风机确保任何颗粒都被吹走,而不是吹向您。
第 3 步:测量
在需要切割的物体上标记测量值。确保您尝试切割的尺寸能够通过机器。这对于任何轮廓锯切都比直线切割更重要。切割直线时,确保物体的宽度不会增加刀片与机器立柱之间的距离。如果您正在切割轮廓,请确保物体可以从各个方向穿过立柱和刀片之间的间隙。如果不是这种情况,请在使用机器之前简单地切断任何多余的物体。
第 4 步:设置速度
根据您切割的材料类型,锯的速度会相应变化。一般的经验法则是对较软的材料使用较快的速度,对较硬的材料使用相对较慢的速度。打开机器后,请等待几秒钟,因为它通电并稳定在其工作速度。
第 5 步:喂食
标记对象并设置速度后,您就可以将对象送入机器了。根据您使用的机器类型,可以手动或使用电动进料器进料。在送入物体之前,甚至在打开机器之前,检查刀片的齿朝向哪一侧。这是您将要从中喂食对象的一侧。
如果您是手动送料,请确保您的手不要挡住刀片,如果您使用的是电动送料器,请确保您不会被机器的任何移动部件夹住。牢牢抓住物体,将切割线与刀片对齐,将手从刀片路径上移开,然后将物体推入带锯条的线中。切开物体后,从机器中取出物品并关闭机器。
安全
- 了解启动和停止开关的位置。
2. 使用机器前,请确保刀片调整正确且门已关闭。
3. 根据被切割材料的厚度使用合适的刀片。材料的厚度应至少有三个齿。
4. 机器运行速度切勿超过特定材料的推荐速度。
5. 确保锯片足够锋利,可以切割材料。
6. 操作前将所有防护装置调整到位。上部导板/防护装置应放置在距工件 1/4 英寸的范围内。
7. 开始切割前请确保工件平放在工作台上。
8. 在刀片达到全速之前不要开始切割。
9. 双手与刀片保持安全距离。
10.裁片时用力适当。
11.推不规则或小股时,用板子或推杆。
12. 注意薄件卡住插槽或撞到插件中的插槽末端。
13. 如果刀片卡住,请拔下电源线关闭机器并等待机器完全停止,然后再尝试从工件上取下刀片。刀片绑定是指锯片卡在工件上。
14. 在机器完全停止之前不要进行调整。
15. 如果表带断裂,请拔下插头并远离机器,直到机器完全停止。立即联系导师。
16、停机后用刷子或抹布清除多余的切屑,防止大量切屑堆积。
17. 离开工作区前,请确保机器已关闭并清洁。
水平带锯
调整副
加载副
- 向左转动把手会松开虎钳。向右转动会收紧。
2. 虎钳不夹住,可以用手移动。移动虎钳可能需要一些力,如果卡住,稍微松开手柄即可解决问题。
3. 工件应固定在切割过程中不会弹出的方式。
4.确保工件被多个刀齿切割,而不仅仅是一个。
旋转副
- 如果所需切割不是 90 度角,则虎钳的角度最多可调整 45 度。
2. 改变角度,抬起切割头,调整螺栓如下图所示。
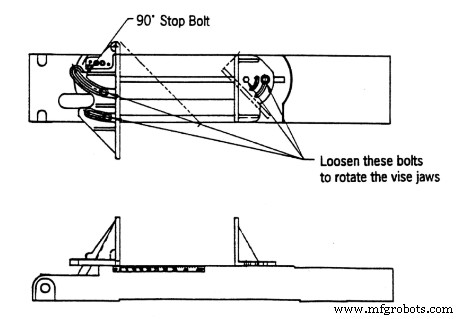
3. 切割前,拧紧螺栓,将钳口恢复原位。
4. 虎钳旋转整整45度时,最大尺寸变为8”圆形和8”方形。
过程
- 提起把手并将机器锁定到位。
2.将枪托安装在虎钳内并拧紧。
3.不要切割薄而垂直的碎片,因为它们会损坏刀片。
4.不要在水平带锯上切割大而扁平的碎片。用垂直带锯切割这些碎片。
5.调整刀架,使其清理库存。
6.必要时打开冷却液或切削油。
7.将紧急停止按钮置于伸出位置。
8.按绿色按钮关闭机器。
9.调整刀片的速度以满足您的需要。
10.慢慢转动垂直进给杆并根据需要改变速度。向您的教练询问头部速度。如果速度太低,刀片可能会变钝。但是,如果速度太高,可能会损坏刀片。刀片应该完成所有工作。
11.切割工件后机器会自动停机。
12.将磁头速度恢复为默认值并清洁机器。
垂直带锯
设置
- 确保电源已关闭,并通过松开导柱锁将导柱的高度调整为高于枪托顶面的 ¼ 英寸。完成后,记得拧紧锁。
2.确保有可用的推杆。
过程
- 打开机器,等待它达到最大速度。
2.切开原料,确保手指距离刀片至少 4 英寸。
3.切割小物件时,请使用推杆。
4.切割曲线或复杂切割时进行浮雕切割。这将降低刀片污渍的数量。它也将消除需要退出削减。
5.重锯或切割长片时使用尾工。
6.撕裂斜面时,请将栅栏保持在刀片的低端。
7.如果刀片发出咔哒声,请立即关闭机器。声音表示刀片断裂。立即通知导师。
8.完成切割后关闭机器并使用脚制动器停止刀片。不要在没有完全停止刀片的情况下离开带锯。
离职后程序
- 使用扫帚和簸箕清理所有锯末和碎片。
2. 清理锯并检查是否损坏。如有发现,请立即向教练报告。
切割程序1. 材料应平放在台面上并与围栏齐平。
2. 将桌子倾斜到所需的方向并固定枢轴。
3. 不要在这一步打开锯子。将刀片对齐到所需的切割长度。
4. 将锯完全抬起。不要突然松开锯子。
5. 将存货牢牢固定在桌子和围栏上。确保在切割过程中您的手距离刀片至少 6 英寸。
6.当锯子处于最大高度时,牢牢握住手柄并按住开关。
7. 刀片达到全速后,慢慢降低刀片穿过枪托。
8. 切割完成后,松开开关关闭锯。
9. 锯片完全停止后,慢慢将锯片抬回到原来的位置。
有不同类型的劈锯,每一种都略有不同。
复合锯 在垂直轴上倾斜和旋转。他们可以在工件的侧面和顶部切割角度。
滑动复合锯 也可以在垂直轴上倾斜和旋转,但也可以在直线导轨上滑动。这使锯子可以进行更长的切割。
锯片选择
为被切割材料选择合适的刀片对成本效益起着重要作用
带锯。以下是一些指导方针,可帮助您做出正确的决定。
刀片术语
对刀片术语的清晰理解有助于避免在讨论时产生混淆
切割问题。
1. 刀背:刀身不包括齿部。
2. 厚度:刀片上左右的尺寸。
3. 宽度:锯片从齿尖到带背的标称尺寸。
4. 设置:牙齿向右或向左弯曲,以允许刀片背面通过切口。
切口:刀片切割所去除的材料量。
5. 齿距:一个齿尖到下一个齿尖的距离。
6. TPI:每英寸的齿数,从食道到食道。
7. 食道:牙齿根部的弯曲区域。齿尖到齿槽底部为齿槽深度。
8.齿面:形成切屑的齿面。
9. 齿前角:齿面相对于垂直于锯切方向的直线所测得的角度。
牙齿形态
齿刃的形状会影响刀片切割材料的效率
同时考虑刀片寿命、噪音水平、切削光洁度和切屑承载能力等因素。
正变量: 这种设计的可变齿距和齿槽容量降低了噪音和振动,同时允许更快的切割速度、更长的刀片寿命和平滑的切割。

变量: 一种设计,其优点类似于在较慢切削速率下使用的可变正形。

标准: 适用于广泛应用的良好通用刀片设计。
跳过: 宽齿槽设计使这款刀片适用于木材、软木、塑料和合成材料等非金属应用。

钩子: 在设计上与 Skip 形式相似,这种高耙刀片既可用于产生不连续切屑的材料(如铸铁),也可用于非金属材料。

牙套
齿数和它们偏移的角度称为“齿组”。齿对影响切削效率和排屑能力。
雷克: 具有统一设定角度的 3 个齿序列(左、右、直)。改进的 Raker:5 或 7 齿序列,具有统一的设定角度,可提高切削效率和更光滑的表面光洁度(左、右、左、右、直)。排牙顺序因产品而异。
Vari-Raker: 齿序取决于齿距和产品系列。通常,Vari-Raker 套件可提供安静、高效的切割和光滑的表面,毛刺更少。
替代: 每颗牙齿都按交替顺序排列。用于在光洁度不重要时快速去除材料。
波浪: 齿组在整体设置模式的每一侧设置。牙齿具有不同数量的受控模式。波浪刀组通常用于细间距产品,以在切割薄的断续应用时减少噪音、振动和毛刺。
变量集: 齿高/设置模式因产品系列和齿距而异。齿具有不同的设置大小和设置角度,可提供更安静的操作并减少振动。 Vari-Set 对难以切割的材料和较大的横截面非常有效。
单层集: 刀片几何形状具有单个齿高尺寸。设置此几何形状需要在相同位置弯曲每个齿,每个齿上的弯曲量相同。
双关卡: 这种刀片几何形状具有可变的齿高尺寸。设置此产品需要将每个齿弯曲到可变高度并设置大小,以实现多个切割平面。
虎钳加载
材料在虎钳中的放置位置会对每次切割的成本产生重大影响。通常,装载更小的束意味着更高的锯切效率。
所有机器都有规定的负载能力,但实际水平通常较低,为 1/2 到 1/3,具体取决于被切割的材料(较硬的材料最好在 1/3 额定容量下切割)。
在切割异形材料(如角钢、工字钢、槽钢和管材)时,重点是安排材料,使刀片在整个距离上切割的宽度尽可能均匀切割。
下图建议了一些具有成本效益的加载和固定方式。确保无论选择何种布置,都能牢固地固定工作,以免损坏机器或伤害操作员。
润滑
润滑对于延长刀片寿命和经济切割至关重要。适当地应用于剪切区,润滑剂可显着减少热量并产生良好的切屑沿齿面向上流动。如果没有润滑,过度摩擦会产生足够高的热量,从而将切屑焊接到牙齿上。这会减慢切割动作,需要更多的能量来剪切材料,并可能导致牙齿碎裂或剥落,从而损坏刀片。遵循润滑剂制造商关于润滑剂混合和分配的说明。手头保持适当混合的补充液供应。切勿仅向机器油底壳加水。水液比过高的流体混合物将无法正常润滑,并可能导致牙齿快速磨损和刀片故障。使用折光仪,目视检查流体以确保其清洁。此外,确保润滑输送系统的目标正确,以便润滑剂在正确的位置流动。
如何选择带锯条:
订购带锯条时需说明以下信息:
例如: 产品名称 长 x 宽 x 厚 每英寸的齿数
选手GT 16'x 1-1/4“ x .042”¾TPI
这些步骤是为每个应用选择合适产品的指南:
第 1 步:分析锯切应用机器:
在大多数情况下,只需要知道刀片尺寸(长 x 宽 x 厚)即可。
材料 :找出被切割材料的以下特性。
• 等级 • 硬度(如果热处理或硬化)
• 形状 • 大小
• 材料是要堆叠(捆绑)还是一次切割一个?
其他客户需求: 应考虑应用程序的具体情况。
• 生产或公用事业/通用锯切操作?
• 快速切削和刀具寿命哪个更重要?
• 材料光洁度重要吗?
第 2 步:确定要使用的产品使用下面的图表。
• 找到要切割的材料。
• 阅读图表以找到推荐的刀片。
第 3 步:确定合适的每英寸齿数 (TPI)
使用牙齿选择表(见下图)。
• 如果在两个音高之间做出选择有困难,通常会选择两者中较细的一个
更好的性能。
• 当需要妥协时,首先选择正确的 TPI。
第 4 步:订购锯切液和润滑剂以获得更好的性能和更长的使用寿命
任何刀片的生命。
第 5 步:安装刀片和流体
第 6 步:正确磨合刀片
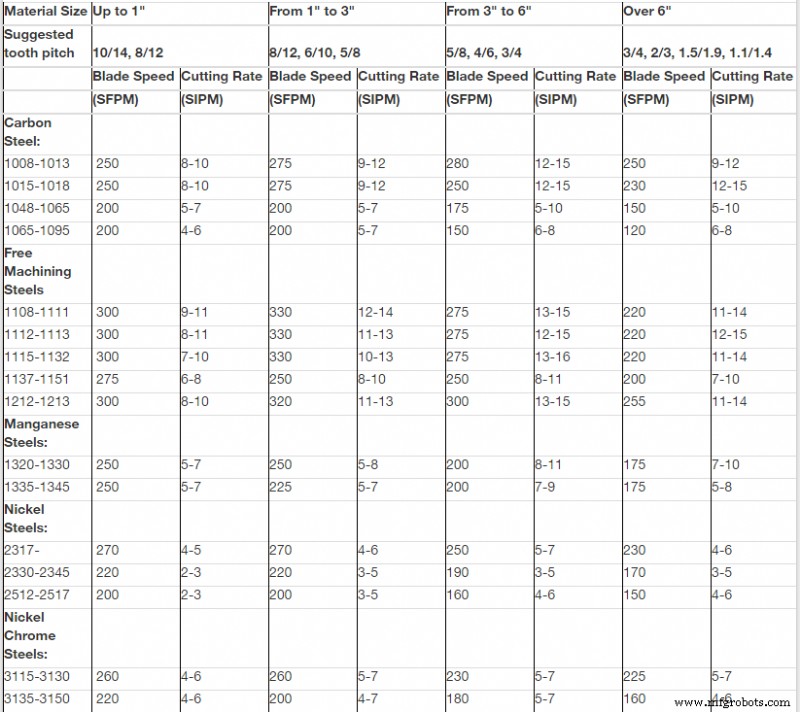
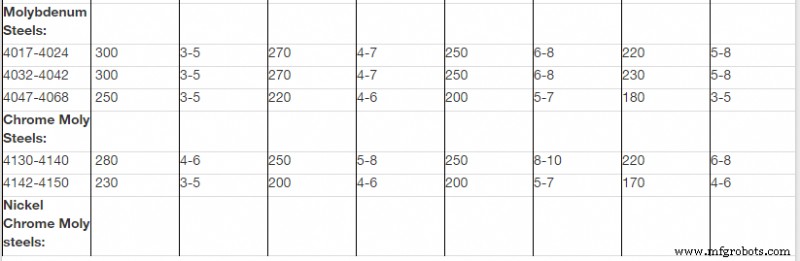
第 7 步:以正确的速度运行刀片 和进给速度。
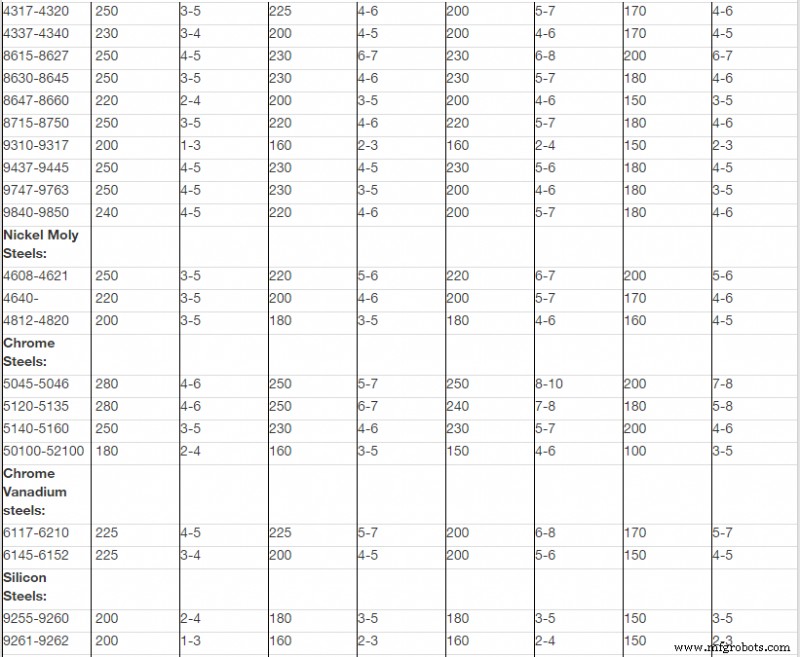
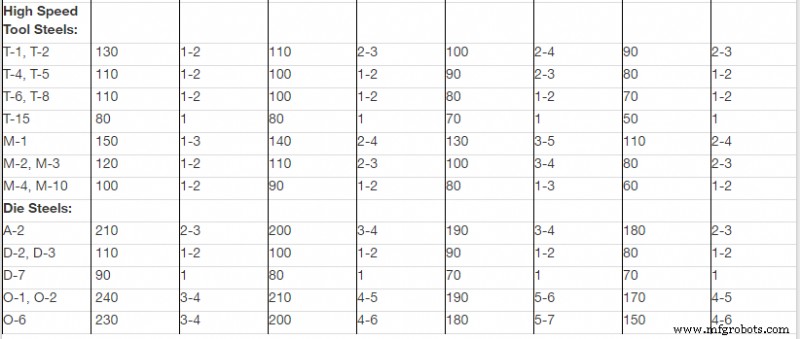
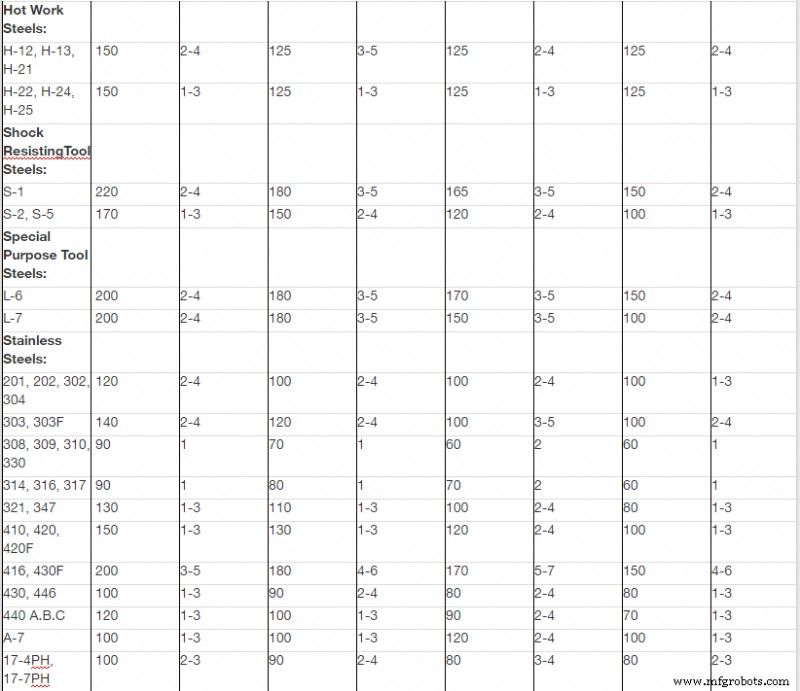
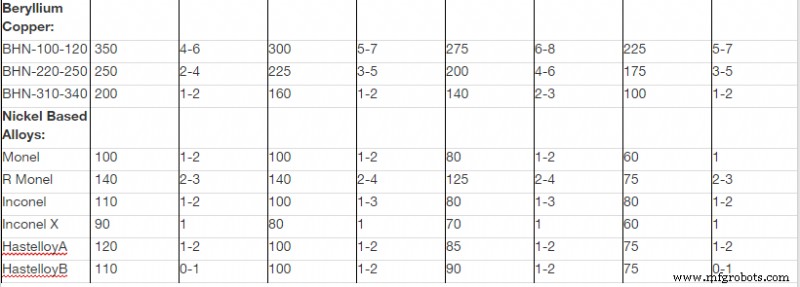
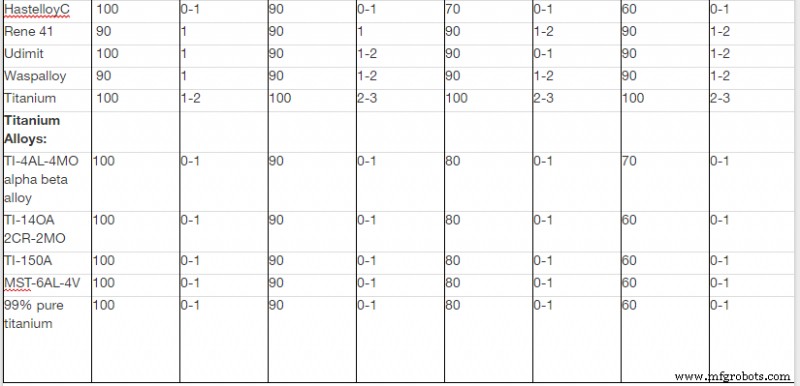
请参考下表。
双金属锯切应用的带速和建议切削速度
单元测试:
1. 说出两种带锯。
2. 列出使用带锯的五个重要步骤。
3.请解释一下Kerf。
4. 什么是齿距?
5. 请定义TPI。
6. 请解释变量正数。
7. 什么是牙套?
8. 请列出并描述五个牙组。
9. 列出我们使用润滑的三个原因。
10. 订购带锯条时,需要说明哪些信息?章节归属信息
本章来自以下来源。
- 水平带锯程序 源自爱达荷大学的水平带锯操作,CC:BY-SA 3.0
- 垂直带锯程序 由 [blank] 衍生自 [blank],CC:BY-SA 3.0
- 切割程序 源自 novaLABS 的 Woodshop Red Safety and Basic Usage,CC:BY-SA 3.0。
工业技术