什么是拉深工艺?
今天我们将学习深拉工艺。拉深是一种金属成型工艺 .金属薄板由于其操作方便、重量轻、能够转换成各种形状而在制造业中得到广泛应用。钣金也提供了良好的强度。钣金产品具有多种优点,使其成为一种多功能操作。

许多制造业,如
汽车 工业、飞机工业、海洋工业等在很大程度上与钣金加工有关。我们日常使用的很多产品,如金属门、金属桌子、金属罐、屋顶板等,都是钣金产品。
有多种工艺可用于成型或成型金属板。这些过程可以分为三种方式。
1.
钣金切割工艺 2.
钣金折弯工艺 3. 拉深
在我们之前的文章中,我们讨论了钣金切割和弯曲操作。本文主要关注拉深过程。让我们开始讨论。
深度绘图过程:
拉深是将金属板转换成圆柱形或箱形结构的过程,无论是否改变其长度和厚度。许多圆柱形零件如金属罐、锅、食品和饮料容器、厨房水槽、汽车油箱等都是深冲产品。
在讨论它的工作过程之前,首先我们应该了解绘图过程中使用的主要部分。这些部分如下。
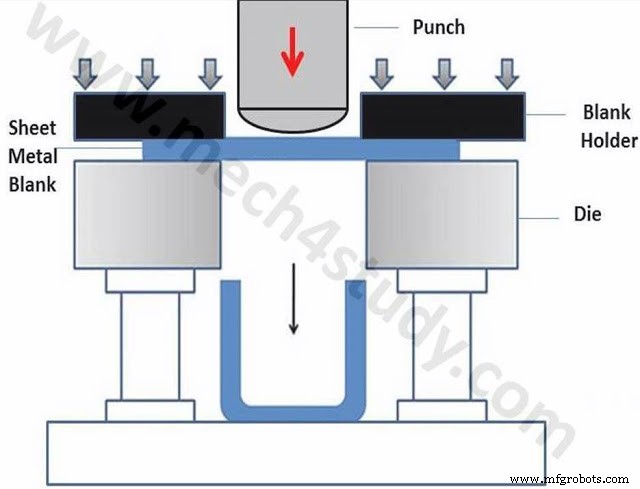
圆形模具: 钣金毛坯放置在圆形模具开口上。该模具由工具钢或铸铁制成。有时碳化物和塑料也用于模具材料。
空白符: 它是将钣金毛坯固定在所需位置的零件。它在绘图过程中提供了必要的保持力。这个力不应该太高,否则会在操作过程中导致金属板撕裂,也不能太小,否则会导致撕裂问题。
打孔: 这部分在毛坯处提供必要的向下力。它向下移动并迫使坯料进入模腔以形成杯形。冲头的直径可以用 Dp 表示
空白: 用于深冲的钣金切割件称为坯料。它被放置在一个圆形开口模具上。坯料的直径用 Do 表示。
限制绘图比例: 坯料直径与冲头直径之比称为极限拉伸比。它在绘图操作中起着重要作用。
工作流程:
在压边夹的帮助下,将坯料放置在一个开放的圆形模具上。坯料架提供了保持坯料的必要力。与机械或液压机相连的冲头向下移动并在毛坯处提供必要的拉拔力。该力倾向于使金属板变形并迫使其进入模腔并将其转化为杯形结构。如果这个力很大,它会导致杯壁伸长变薄,如果过大,它会导致片材撕裂。所以冲头力应保持一定限度,以免在操作过程中撕裂。
拉深操作取决于各种参数。这些是
压边压力: 如果压边压力太小会产生起皱问题,如果太高会导致杯壁撕裂。因此,该压力保持在允许正常操作的一定限度内。通常取板材屈服强度和极限抗拉强度之和的0.7%~1%。
有时提供拉面包以控制坯料流入模腔并降低坯料夹持压力。这些拉延筋通过在拉伸操作期间弯曲和伸直金属板来限制金属板的流动。
Punch 和 Die 之间的间隙: 冲头和冲模之间的间隙应比板材厚度大 7 – 14%。如果这太小,它会剪切或刺穿板坯。
冲模角半径: 圆角半径太大会导致起皱,如果太小会导致断裂。所以这个半径应该在这两个限制之间。
润滑: 润滑降低了力,增加了拉拔能力并减少了零件的缺陷和工具的磨损。它不提供在冲头上,因为冲头和坯料之间的摩擦通过减少拉伸应力来提高拉拔能力。深拉工艺中最常用的润滑剂是矿物油、肥皂溶液和重负荷乳液。
这都是关于拉深过程的。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了分享给你的朋友。订阅我们的网站以获取更多信息性文章。感谢您阅读它。

