

机加工检查工具-游标卡尺
质量是公司成功的关键。任何机械加工行业都非常重视产品质量。所以产品的检具就显得尤为重要,那么今天就给大家介绍一下机械加工行业的基本检具——游标卡尺。
在本文中,我们将介绍游标卡尺的定义、读数方法、存放方法和注意事项。希望对你有帮助。
游标卡尺定义
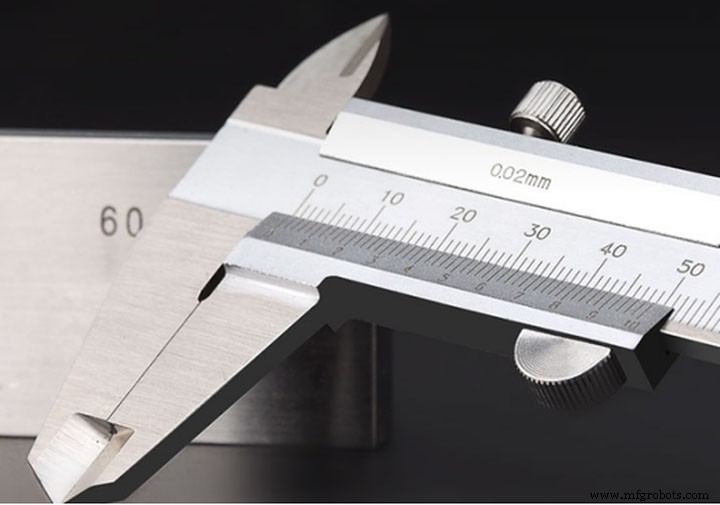
游标卡尺(VERNIER CALIPER)是用于在机械加工的粗加工和半精加工中检查和确认已加工零件,并测量公差较大的加工零件尺寸的设备。是一种测量长度、内径和外径、深度的量具。游标卡尺包括主尺和与主尺连接的滑动游标卡尺。主尺通常以毫米为单位。游标有 10、20 或 50 个刻度。游标卡尺按分度不同可分为10分度游标卡尺、20分度游标卡尺、50分度游标卡尺等。游标为10分度9mm、20分度19mm、50分度49mm。游标卡尺的主尺和游标上有两个活动量爪,即内量爪和外量爪。内测爪通常用于测量内径,外测爪通常用于测量长度和外径。最小读数有0.05mm和0.02mm两种。
如何阅读游标卡尺
使用游标卡尺测量尺寸时,使用主尺和副尺(游标尺)两个刻度进行数值的读取。
・标准副尺度(游标尺度)的尺度是将主尺度的n-1尺度分成n等份得到的尺度。
・标准副尺(游标尺)有1/20和1/50两种。
刻度怎么读,如下图
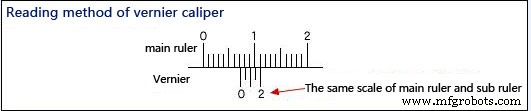
- 读取副刻度“零”表示的主刻度的刻度值。
→此时因为在7mm到8mm之间,所以测量值应该是(7+α)mm。
- 找出主尺和副尺刻度相同的部分。
→此时,根据图像,副标尺的第4条标尺线与主标尺一致。
- 当游标卡尺的二级刻度为1/20时,因为1刻度=0.05mm,将二级刻度上相同的刻度数乘以0.05计算α值。
→此时,α=0.05×4=0.20mm
- 根据上述,7mm+0.20mm=7.20mm是尺寸测量的固定值。
测量时的注意事项
・测量前,检查游标卡尺的基点是否相同?明确零值的准确性。
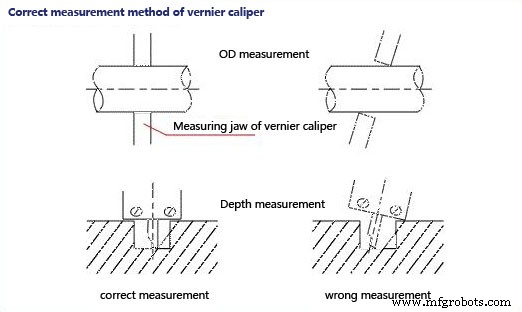
・夹持被测物的部分(游标卡尺的内、外钳口部分)尽量靠近主尺。
・游标卡尺测量部位(内外爪、深度规)的测量面应与被测物正确接触。
・测量力不能太强/太弱,尽可能使用恒定的力进行测量。
・刻度值应以直角读取。
・使用后,擦去污垢,存放在湿度和温度变化小的地方,以防变形。
存储 M 方法
游标卡尺使用后,用棉纱擦拭干净。长期不使用时,用黄油或机油擦拭。将两个量爪合上并拧紧紧固螺钉,然后将其放入卡尺盒中并盖好。
注意事项:
- 游标卡尺是一种更准确的测量工具。应小心处理,不得碰撞或跌落地面。使用过程中不要用它来测量粗糙的物体,以免损坏测量爪,避免与刀具一起放置。一起,以免刮伤游标卡尺表面,不使用时应置于干燥中性的地方,远离酸碱物质,以防腐蚀。
- 测量前将卡尺擦拭干净,并检查卡尺的两个测量面和测量边缘是否平直完好。两量爪配合紧密时,应无间隙,游标与主尺零位应对齐。这个过程称为游标卡尺零位校准。
- 移动尺架时,动作要自由,不能太松或太紧,更不能晃动。用固定螺丝固定尺架时,卡尺的读数不应改变。移动尺架时,别忘了松开固定螺丝,不要太松,以免脱落。
- 用游标卡尺测量零件时,不允许有过大的压力。压力应使两个测量钳口刚好接触零件表面。如果测量压力过大,不仅测量钳口会弯曲或磨损,而且测量钳口也会承受压力。产生弹性变形,使测量尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)。
- 在游标卡尺上读数时,将其水平握在强光方向,使人的视线尽可能垂直于卡尺的刻面,以免出现读数错误。
- 为了获得正确的测量结果,可以进行多次测量,即在零件的同一截面上沿不同方向进行测量。对于较长的部分,您应该在全长的各个部分进行测量,以获得更准确的测量结果。
制造工艺