

什么是高速切削?
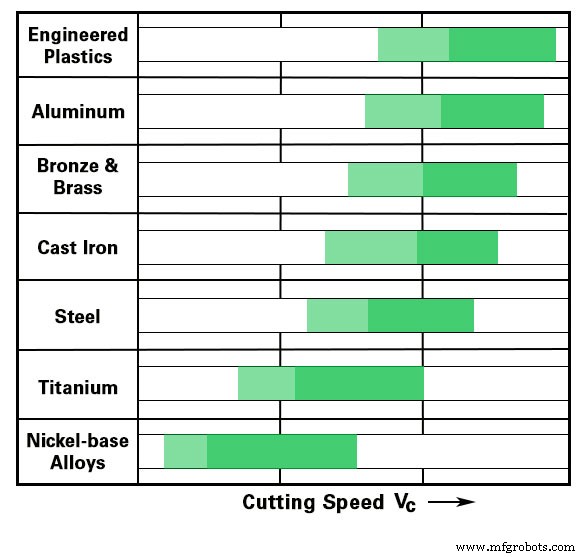
术语“高速切削”(也称为高速加工)是过去 5 到 10 年在制造业中显着增长的术语。尽管它具有新发现的“流行语”状态,但该过程的定义仍然有些难以捉摸,或者充其量被松散地定义为简单地以足够高的 RPM 铣削。高速切削的实际情况更加微妙,但由于它提供的显着效率,因此需要引起注意。在这篇文章中,我们将了解高速切削作为一种工艺的起源和发展。在 70 年代末和 80 年代初,由 DARPA 资助的先进制造研究计划对高速切削方法的研究和开发取得了最显着的进展。该计划的目标是通过使用比传统使用更高的 RPM 和进给率来确定更快的材料去除方法。该程序测试了从低至 0.05 英寸/分钟到高达 960,000 英寸/分钟甚至更高的切削速度 (Vc)。 1980 年代中期,欧洲达姆施塔特技术大学也进行了类似的研究。这些研究工作的结果是认识到高速切削过程的“最佳点”取决于被铣削的材料以及切削工具的几何形状。一般来说,这些甜蜜点的定义如下:
一旦达到 HSM 范围的阈值,这种切割方法的好处就开始显现出来。高速切削的优势体现在四大方面:
1.) 提高加工精度
随着切削速度的增加,切削力由于称为触变性的现象而降低 - 或由于工具切削刃施加在其上的剪切应变而使材料“工作软化”的特性,然后恢复到切割过程完成后的原始硬度特性。铝合金尤其如此,这使得铝成为高速切削加工的理想选择。
2.) 表面光洁度的改进
一般加工知识告诉我们,铣削过程中的摩擦热在刀具切削刃的每一侧均等产生(占所有引起的摩擦热的近 80%),另外 20% 由产生的切屑的变形或弯曲产生.在高速切削过程中,切屑以如此高的速度排出,以至于大部分(约 60%)这种基于摩擦的热量没有足够的时间传导到周围的工件或工具本身。因此,加工后的表面光洁度表现出优异的质量,显着降低了温度引起的工件退化。
3.) 减少毛刺形成
基于对高速加工最佳实践的研究,一旦达到足够高的切削速度,就会观察到毛刺形成的显着减少。这种毛刺形成的减少是切削速度本身的一个函数,也是切削刃的适当几何设计的一个函数。简而言之,经过适当设计以适应以足够速度旋转的工件材料的切削工具会影响足够快的切削,以完全干净地剪切材料 - 从而减少或消除毛刺的形成。
4.) 改进的芯片疏散
与减少毛刺形成类似,采用高速切削实践的人在排屑方面的改进主要是由于切削刀具几何形状与所应用的 RPM 产生的高能量状态相结合的结果。切削速度超过 500 m/min,刀具经过优化,可在短时间内排出大量切屑,由此产生的切屑负载可以高速从加工区域排出,大大降低了可能性切屑的重新加工或由于大量残留切屑而损坏工件。随着 8,000 至 12,000 RPM 范围内的主轴转速在机床市场中变得非常普遍,愿意适应的制造商已经能够利用高速切削钢、铸铁和镍基合金的优势他们的策略适用于符合 HSC 最佳实践的策略。黄铜、铝和工程塑料等有色金属材料的高速切削需要显着更高的 RPM 能力,因此那些希望利用高速切削这些材料的优势的人必须专注于能够以25,000 至 50,000 RPM 的高速主轴速度 或者更多。随着对显示出不断提高的精度和质量水平的加工零件的需求,高速切削提供了一种“更智能,而不是更难”的工作方式——通过利用材料、切削工具和切削速度之间的协同作用的 CNC 铣削系统实现传统加工实践中无法达到的性能水平。
数控机床