

循环时间与表面光洁度

永无止境的深思熟虑……周期时间与。表面处理
对于大多数机械师来说,循环时间与表面光洁度之间的关系一直是个难题?我是否优化以获得完美的表面光洁度或最小化周期时间?我知道我个人花费了数小时的编程时间来减少宝贵的几秒钟的循环时间。现实情况是,在当今时代,您可能无法完全牺牲一个来换取另一个(周期时间与表面光洁度),因为两者的需求总是很高。所以,如果你像我一样,你会提高进给率,组织换刀,最小化退刀高度和优化切削路径……这让你接近了……但还不够接近。那么现在呢?
好吧,好消息……动态就在这里!
好吧,这听起来可能有点喧闹,但兴奋是有充分理由的。要了解原因,您必须了解动态,我们认为 CNCCookbook 的好朋友在解释时做得很好:
“控制机器轮廓动力学的能力有点像现代高性能汽车悬架的行驶控制:您想要舒适的行驶、运动的还是完整的比赛?”
我喜欢把它从手提钻换成精确刀,但你明白了。动态调整主要涉及三个参数:
圆分辨率: 弧线运动的精细度。
加速度: 速度随时间的变化。
混蛋: 加速度变化率。
因此,以 DATRON 高速铣床为例 - 在控制软件中调低 Dynamic 1 中的这些值,我们可以通过最平缓的加速斜坡获得最精确的运动,从而获得可能的最佳表面光洁度。但是,首先,您需要粗略处理这部分,这就是 Dynamic 5 的亮点。值比动态 1 大 4 倍以上,您可以获得的时间优势非常显着。
我将通过铣削下面的零件来说明 Dynamic 1 和 Dynamic 5 之间的范围。
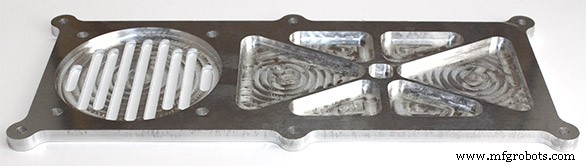
在 Dynamic 1 上,您可以每 8 分 40 秒铣削其中一个零件,这还不错,但在 Dynamic 5 上,每个零件的铣削时间为 6 分 3 秒。在这两种情况下,主轴速度为 40,000 RPM,进给速度为 4 m/min。使用 6mm 单刃立铣刀和 3 m/min。带 3mm 单刃立铣刀。所以唯一的变量是动态设置。
真正棒的是,与程序优化中更耗时的部分不同,调整这些设置就像在编辑器中输入“动态”并选择 1-5 一样简单。
因此,如果您对周期时间与表面光洁度的困境感到困惑,那么是时候考虑动态了。拨入并享受两全其美。
数控机床