

Anilam G171 圆形轮廓循环
G171 圆形轮廓循环
Anilam G171 圆形轮廓循环清理现有圆的内部或外部轮廓。
编程
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
参数
| 参数 | 描述 |
|---|---|
| X | 中心的 X 坐标。默认值:当前位置。可选。 |
| 是 | 中心的 Y 坐标。默认值:当前位置。可选。 |
| H | Z 绝对起始(快速)高度(必须高于要切割的表面 0.1 英寸或 2 毫米)。执行迅速。必填。 |
| D | 圆的完成直径。如果您输入负值,则切割方向以及起点和终点都会反转。必填。 |
| Z | 完成轮廓的绝对深度。必填。 |
| 一个 | 在轮廓内侧 (In) 或外侧 (Out) 进行切割的设置。需要选择。 0=进,1=出。 |
| R | 每次通过时使用的斜坡距离。可选。 |
| B | 每次通过时使用的 Z 轴增量。可选。 |
| 小号 | 精加工前机器剩余的库存量。默认值:0。输入负值以保留毛坯而不进行精加工。可选。 |
| 我 | Z 轴进给率。可选。 |
| J | 粗加工进给率。可选。 |
| K | 精加工进给率。可选。 |
| P | 收回高度。 |
操作
执行时,CNC 快速到 Ramp#1 起始位置,快速到 H (StartHgt),然后进给到第一次切割的深度。
机床沿着 Ramp#1 进给到轮廓,将圆切割到指定的 D(直径)然后沿斜坡 #2 离开工件。
当切割外部轮廓时,刀具沿斜坡 #1 斜坡进入工件并沿斜坡 #2 离开工件,如图
所示/P> 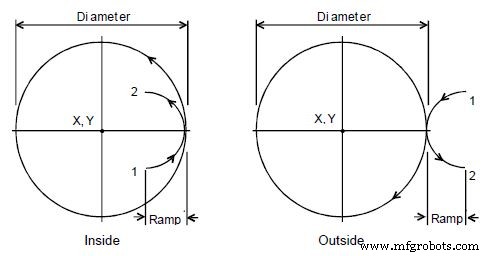
内外轮廓的斜坡位置
Circular Profile Cycle 自动补偿刀具直径。在 G171 程序段之前激活正确的刀具直径。
注意事项
如果输入深度切削 =B (Z Max.cut),CNC 执行从 H(Z 起始高度)到 Z(Z 深度)所需的走刀数,切削到深度切削 =B(Z Max.cut) 每次通过。
当您输入 S(精加工毛坯)值时,CNC 将指定的毛坯留在轮廓和深度上以进行精加工。 CNC 在精加工路径上精加工到输入的直径。输入负 S(成品库存)以保留成品库存而不进行成品加工。
如果不输入 J(粗进给)或 K(精进给)值,CNC 将以当前进给率执行进给运动。 J 控制粗加工循环的进给速度。 K控制精加工循环的进给速度。
数控机床