

Fanuc G94 端面循环 CNC 示例程序
Fanuc G94 One Pass Facing Cycle
Fanuc G94 G代码用于粗车削。
Fanuc G94 面加工循环用于简单面加工(一次走刀面加工),但通过指定附加走刀的 Z 轴位置也可以进行多次走刀。
相关:Fanuc G72 面对固定循环
Fanuc G94 面加工循环编程和使用非常简单。 G94 G代码参数说明如下,
G94 X…Z…
X:X轴终点。
Z:Z轴终点。
使用 Fanuc G94 Facing Cycle 的 CNC 程序代码
Fanuc G94 端面循环数控实例程序
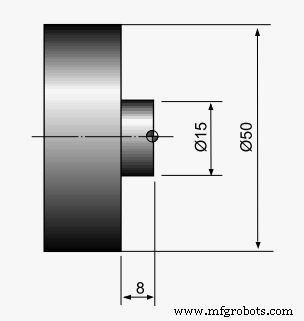
N10 G50 S2500 N20 G96 S180 M03 N30 T0100 N40 G00 X55.0 Z2.0 T0101 N50 G94 X15.0 Z-2.0 F0.2 N60 Z-4.0 N70 Z-6.0 N80 Z-8.0 N90 G00 X200.0 Z200.0 T0100 N95 M30
使用Fanuc G94 Facing Cycle的CNC程序代码说明
N40:显示刀具起始位置。
N50:G94端面循环的x、z值是端面切削的目标值。
N60 :G94 是模态 G 代码。 “模态”G 代码意味着它们一直有效,直到它们被取消或被矛盾的 G 代码替换。这意味着 G90 车削循环保持有效,直到给出另一个运动命令,如 G00、G01 等
但是正如你所看到的数控程序块 N60 只显示 z 轴的值,所以这意味着 G94 面对循环将继续工作,现在 G94 面对循环将进行第二次面对切割,其 x 轴值将保持不变相同,但 z 轴值现在为 -4.0
N70 :第三次面切将在-6.0处进行
N80 :第四次切割将在 -8.0 处进行
N90:这个cnc程序块显示了一个与G94相矛盾的G代码,即G00,所以这意味着Fanuc G94端面循环已经结束。该工具将快速移动到 x200 z200。
数控机床