
如何使用 Fanuc G94 端面加工循环在 CNC 车床上加工零件
提交人:cnc程序员
绘图/图像
数控程序
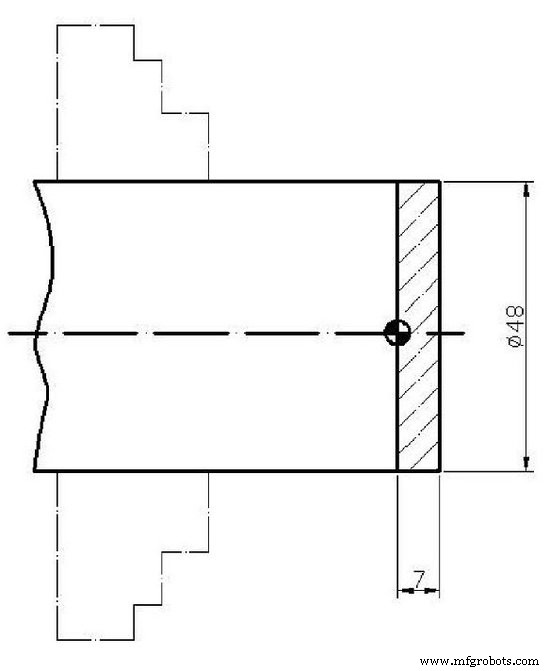
O1234; T0101; M03 S1200; G00 X50 Z8; G94 X0 Z5 F0.1; Z3; Z1; G00 X100 Z100; M05; M30;
数控机床

提交人:cnc程序员
O1234; T0101; M03 S1200; G00 X50 Z8; G94 X0 Z5 F0.1; Z3; Z1; G00 X100 Z100; M05; M30;
数控机床
提交人:Vikram 总结 CNC 车床程序,使用 G72 端面循环在零件上切削出完整的外轮廓。 绘图/图片 数控程序 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.5 R 4.5N3 G01 X 0.0 Z-0.0;
提交人:Vikram 总结 数控车床程序使用 G75 切槽循环在 x 轴上加工一个长槽,然后使用 G75 切槽循环加工同一零件。 绘图/图片 数控程序 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X 1.025 F1.5 S1000;G75 R0.010;G75X 0.
Fanuc G87 侧钻固定循环 G87 侧面钻孔循环用于使用驱动工具在零件直径/侧面钻孔。 Fanuc G87 侧钻固定循环适用于 FANUC Oi 和兼容的数控控制器。 编程 G87 X F Q P R 参数 参数 描述 X 最终钻孔深度(以毫米为单位的绝对尺寸) H 两个孔之间的距离,以度为单位。 K 孔数. 问 切削深度(微米)。 P 孔底停留时间(s) F 进给速度(毫米/分钟)。 例子 N5 G28 U0.T505M5M45G28 H0G97 S1500 M3G0 G80 G98 X50 Z-20G87 X30 H90 K4 Q2000 M17 F100G
G87 摇臂钻孔循环 Fanuc G87 Radial Drilling Cycle 使用驱动工具激活侧面径向钻孔循环。 Fanuc G87 径向钻孔循环适用于 FANUC SERIES 21i/18i/16i– TA 和兼容的数控系统。 例子 Fanuc G87摇臂钻循环编程实例 编程 G87 X F Q P R 参数 参数 描述 X 钻孔结束时的绝对值 F 钻孔进给(mm/分钟) 问 切削深度(千分之一) P 孔底暂停(千分之一秒) R 循环起点到孔起点的增量距离 加工顺序 使用 Fanuc G87 径向钻孔循环,钻头进行一系列所需尺寸的啄钻,切削或断屑,并在循