

G81 钻孔循环 G83 啄钻 G98 G99 示例程序
一个完整的数控零件程序,展示了 G98 和 G99(固定循环返回级别)如何与 G81 钻孔循环和 G83 深孔钻孔循环一起工作以钻削具有不同高度的零件。
G98 G99 总结
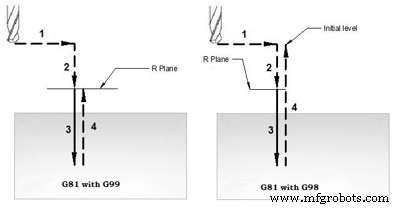
G98和G99是改变固定循环(G81,G83等)运行方式的模态指令。
当G98有效时,Z轴将在完成单个操作时返回起始位置(初始平面) .
当G99有效时,当固定循环完成一个孔时,Z轴将返回到R点(平面)。然后机器将进入下一个孔。
G81钻孔循环工作-G98 G99返回水平
数控零件程序
G81钻孔循环G98 G99 G代码实例程序
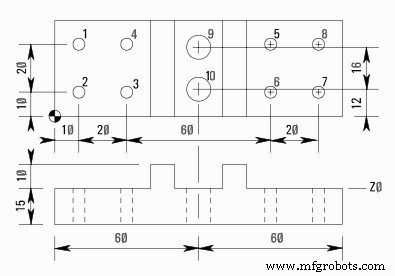
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1) N40 Y10 (Hole 2) N50 X30 (Hole 3) N60 Y30 (Hole 4) N70 G98 X90 (Hole 5) N80 G99 Y10 (Hole 6) N90 X110 (Hole 7) N100 G98 Y30 (Hole 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9) N150 G98 Y12 (Hole 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
解释
N10-换刀(M06)到1号刀
N20-快速移动到X10 Y30 Z12,主轴以1000rpm(S1000)顺时针方向(M03)启动。
N30- 钻孔开始(G81)在X10 Y30 切削进给(F75)钻头将在钻孔操作后退回到R平面。
N40- 下一个钻孔位置 Y10(因为 G99 是模态 g 代码钻孔将继续退回到 R 平面,直到给出 G98)。
N50-下一个钻头在X30。
N60-Y30钻
N70- X90钻孔退回初始平面。
N80- 在Y10 钻孔并退回到R 平面。
N90-X110钻孔
N100- 在 Y30 处钻孔并退回到初始平面。
N110- 钻孔循环取消(G80),返回参考点(G28)换刀,停主轴(M05)。
N120-换刀(M06)到2号刀。
N130-快速移动到X60 Y28 Z12,主轴以750rpm(S750)顺时针(M03)启动。
N140-G83啄钻X60 Y28开始,钻深Z-17啄钻尺寸Q6,进给F60
N150-Y12下一次深钻(回原点)。
N160- G83 啄钻循环用G80取消,刀具返回参考点(G28),主轴停止(M05)。
N170- 零件程序结束并返回程序开始(M30)
G &M 代码
| 代码 | 描述 |
|---|---|
| T | 工具编号用过。 |
| M06 | 换刀命令。 |
| G90 | 绝对编程 |
| G00 | 快速遍历 |
| 小号 | 切刀速度 |
| M03 | 切刀顺时针旋转 |
| M08 | 开启冷却液。 |
| G81 | 发那科钻孔循环 |
| G83 | Fanuc 啄钻循环。 |
| G98 | 固定循环返回初始点 |
| G99 | 固定循环返回R点 |
| F | 切削进给。 |
| G80 | 固定循环取消。 |
| M09 | 冷却液关闭。 |
| G28 | 返回参考位置 |
| G91 | 增量编程。 |
| M05 | 切刀旋转停止。 |
| M30 | CNC 零件程序结束并返回程序开始。 |
数控机床