

使用 G81 钻孔循环钻孔网格板 – 示例 CNC 程序
CNC 机床车间处理各种组件,当然,cnc 机械师对它们进行编程和加工。
但 cnc 机械师还应该了解和实践新的和经济的方法来加工组件。
下面的cnc编程实例可以采用多种方式进行编程,本cnc程序实例所采用的cnc编程方式采用G81钻孔循环配合G91增量编程方式,使编程变得容易。
Fanuc cnc控制使用K和G81钻孔循环重复钻孔循环。
Haas cnc控制使用L重复G81钻孔循环。
以下数控程序是为 haas 数控机床编写的,但可以轻松转换为发那科数控机床。
您可能会阅读其他 cnc 编程示例,其中显示了 Fanuc cnc 控件的相同技术
- G81 钻孔循环 – 在 G91 增量模式下重复钻孔示例代码
- 使用 G81 钻孔循环和 G91 示例程序重复钻孔
网格板钻孔数控程序
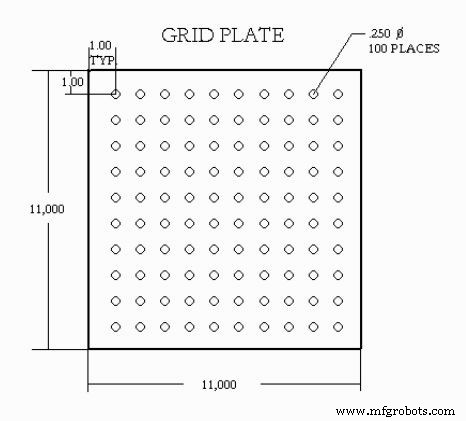
G81钻孔循环钻孔格板
03400 (Drilling grid plate) T1 M06 G00 G90 G54 X1.0 Y-1.0 S2500 M03 G43 H01 Z.1 M08 G81 Z-1.5 F15. R.1 G91 X1.0 L9 G90 Y-2.0 (Or stay in G91 and repeat Y-1.0) G91 X-1.0 L9 G90 Y-3.0 G91 X1.0 L9 G90 Y-4.0 G91 X-1.0 L9 G90 Y-5.0 G91 X1.0 L9 G90 Y-6.0 G91 X-1.0 L9 G90 Y-7.0 G91 X1.0 L9 G90 Y-8.0 G91 X-1.0 L9 G90 Y-9.0 G91 X1.0 L9 G90 Y-10.0 G91 X-1.0 L9 G00 G90 G80 Z1.0 M09 G28 G91 Y0 Z0 M30
在上面的数控程序中,在开始新的一行钻孔时使用 G90 绝对编程模式。虽然可以使用 G91 增量编程,但是使用 G90 可以使该程序易于阅读理解和调试(如果出现任何问题)。
数控机床