

Haas G71 示例程序
Haas数控车床使用G71粗加工固定循环的单行句法。
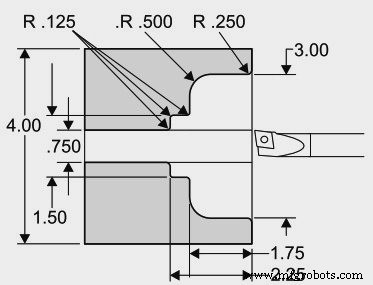
此数控程序示例显示了使用 G71 车削循环进行 ID 粗加工(内部粗加工)。
你可能喜欢
- G71 粗车循环单行格式
- CNC Fanuc G71 车削循环或切削固定循环(双线格式)
- Fanuc G70 G71 粗车和精车循环程序示例
- 使用 Fanuc G71 粗车削循环和 G70 的 CNC 编程示例
1 – 一个镗杆用于 G71 粗车循环的整个粗加工操作。
2 – 相同的镗杆用于 G70 精加工循环的精加工。
使用 Haas G71 进行内径测量的示例粗加工和精加工。
Haas CNC 程序示例
Haas G71 示例程序
O1136 N1 T101 N2 G97 S2000 M03 N3 G54 G00 X0.7 Z0.1 M08 N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 N5 G00 X4.5 N6 G01 X3. R.25 F.005 N7 Z-1.75 R.5 N8 X1.5 R.125 N9 Z-2.25 R.125 N10 X.75 R.125 N11 Z-3. N12 X0.73 N13 G70 P5 Q12 N14 M09 N15 G53 X0 G53 Z0 M30
Haas CNC 程序说明
N1 – 刀具 1 偏移量 1
N3 – 快速到达起始位置
N4 – U 是 G71 I.D. 的负值。粗加工
N5 – N5 是 G71 行中 P5 定义的零件路径几何形状的起点
N12 – N12 是 G71 行中 Q12 定义的零件路径几何形状的终点
N13 – G70 定义精加工走刀对于 P5 到 Q12 线
N15 – 将机器送回家换刀
数控机床