

G90 车削循环示例程序 Fanuc 0-TC
发那科 G90 车削循环
Fanuc G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。
有许多名称,例如 – Fanuc G90 外径/内径切削循环或 G90 直线切削循环
编程格式
G90 X... Z...
或者
G90 U... W...
X – 要切割的直径。
Z – z 轴的终点。
U – x 轴到目标的增量距离。
W – z 轴到目标的增量距离。
G90 教程
G90 车削循环
G90 锥度车削
G90例子
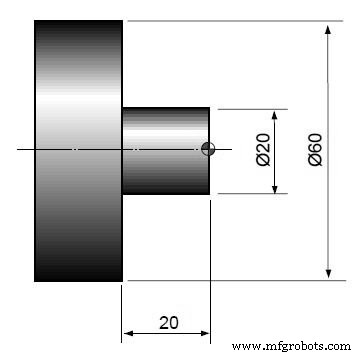
G90 车削循环示例
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z3.0 T0101 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
例子2
添加面和 60dia 车削的相同程序
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z0 T0101 G01 X-1.6 F0.2 G00 X60.0 Z1.0 G01 Z-40.0 F0.25 G00 U1.0 Z1.0 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
数控机床