

Hust CNC Mill G90 绝对坐标 G91 增量坐标示例
Hust CNC简单的基本G代码程序示例,显示G90绝对坐标和G91增量坐标之间的区别。
本教程也适用于大多数 Fanuc cnc 控制器。
这是初学者级 cnc 机械师和 cnc 程序员了解 G90 和 G91 之间区别的好资源。
On Hust CNC Mill Controls
G90 G代码用于绝对坐标
G91 G代码用于增量坐标
G90绝对坐标
原点(工件零点)是参考。描述工件(机械零件)形状的所有点的坐标都是从原点计算的。
G91 增量坐标
所有描述工件(机器零件)形状的点的坐标都是从前一个程序段的终点开始计算的。
Hust CNC 灵活性
G90绝对坐标
G90绝对坐标方式下
X用于X轴绝对运动。
Y用于Y轴绝对运动。
Z用于Z轴绝对运动。
但在G90绝对坐标方式下,U、V、W可用于轴增量移动指令
U用于X轴增量移动。
V用于Y轴增量移动。
W用于Z轴增量移动。
所以简而言之,如果您在 G90 绝对坐标模式下工作,那么如果您愿意,可以使用 U、V、W 进行增量运动。
因此无需使用 G91 增量坐标命令 G 代码。
G91 增量坐标
G91增量坐标方式下
X用于X轴增量移动。
Y用于Y轴增量移动。
Z用于Z轴增量移动
在G91增量坐标方式下,U、V、W不能使用。
CNC 程序示例
Hust数控铣床G90绝对坐标G91增量坐标示例
G90绝对坐标
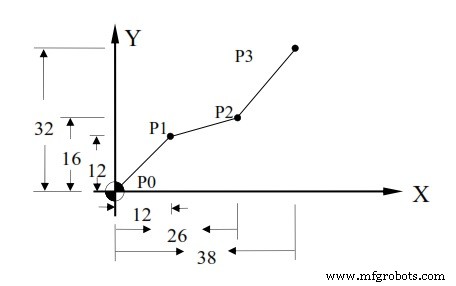
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 增量坐标
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
G90绝对坐标
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
混合使用
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
或者
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
数控机床
- 使用 G90 模态车削循环进行锥度车削 – CNC 示例代码
- G90 车削循环 Fanuc – CNC 程序示例代码
- G81 钻孔循环 – 在 G91 增量模式下重复钻孔示例代码
- CNC 铣床编程绝对增量 G90 G91 示例代码
- Haas 数控铣床 G 代码
- 如何铣削全圆 CNC 程序示例代码
- CNC 铣削轮廓啄钻 – Fanuc 子程序重复示例
- 新手 CNC 机械师基本 CNC 固定循环示例 G90
- Sinumerik 铣削程序 – 绝对尺寸命令 G90 AC
- Heidenhain 绝对和增量工件位置示例
- Hust CNC G 代码列表 – CNC Mill H4M &H4CL-M
- 质心 G 代码 M 系列 – CNC 铣床