

Fanuc G71 车削循环
发那科 G71 车削循环
G71 车削循环用于从数控车床零件上去除毛坯材料。 G71 车削循环使大直径切削变得容易。既可以简单的直线切削,也可以很容易地加工复杂的轮廓。
通过G71车削循环参数cnc机械师可以控制
- 切削深度。
- 缩回高度。
- x 轴和 z 轴的精加工余量。
- 循环切削进给,主轴转速。
编程
G71 U... R... G71 P... Q... U... W... F... S...
参数
第一块
| 参数 | 描述 |
|---|---|
| 你 | 切割深度。 |
| R | 缩回高度。 |
第二块
| 参数 | 描述 |
|---|---|
| P | 轮廓起始块号。 |
| 问 | 轮廓结束块号。 |
| 你 | x 轴的精加工余量。 |
| W | z 轴精加工余量。 |
| F | G71 循环中的进给率。 |
| 小号 | G71循环中的主轴转速。 |
G71 车削循环概述
- G71车削循环重复切削P Q程序段中给定的整个轮廓。
- 每次切割的深度都可以通过第一块U值来控制。
- 第二段UW是精加工余量,如果要用G70精加工循环进行精切削,可以给定。
- F 是切削进给,S 是主轴转速(在第二个程序段中给出),在 G71 车削循环中使用。
注意 – P Q 程序段中给定的F 和S 在G71 车削循环中不使用,以后调用时与G70 精加工循环一起使用。
G71车削循环加工
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
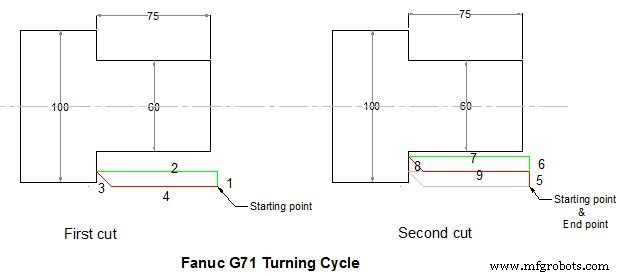
当运行G71车削循环时,整个操作将按以下顺序进行,
初剪
1 – 刀具将沿 x 轴 U(切削深度)深度移动,从起点开始编程进给。
2 – 刀具将沿 z 轴进给(z 轴上的目标点)移动在 P Q 程序段中给出)
3 – 工具在 x 轴和 z 轴(在 45 度)快速退回 R 量。
4 – 工具在 z 轴快速移动到起点
后期剪辑
5 – 刀具快速移动到最后一个切削深度。
6 – 刀具在 x 轴 U 深度(第一块 U 切削深度)进给移动。
7 – 刀具进给移动
8 – 刀具在x轴和z轴R量(45度)快速退刀。
9 – 刀具快速移动到起点仅在 z 轴上。
整个操作顺序继续进行,直到到达 x 轴上的目标点。
如果给定精加工余量,刀具将不会制造出在中给定的精确直径和长度P Q 挡住但会留下那么多的余量,这个精加工余量可以在以后调用G70精加工循环加工。
发那科G71车削循环
发那科 G71 示例
这是一个数控零件程序,显示了如何使用 G71 车削循环,这是上面给出的图纸的程序
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
在这个程序中,G71 车削循环将不断重复 P Q 块内给定的轮廓,如下所示
N80 G00 X60 N90 G01 Z-75
这两个 cnc 程序块告诉我们,我们要去除材料直到 X60 深度和 Z-75 长度。
切削深度在第一块 U10 中给出,退刀量也给出 R10。
x轴精加工余量为U3,z轴无精加工余量W0。
G70精加工循环
如果您编写了带有精加工余量的 G71 车削循环,则可以使用 G70 精加工循环去除精加工余量。
G70 精加工循环以 G71 的方式重复整个轮廓,但只需一次切削即可去除精加工余量。
为什么要使用G70精加工循环
由于 G71 车削循环可以去除材料,但如果您希望最后一次切削具有不同的切削进给和主轴转速,则建议您使用 G70 精加工循环。
G70 精加工循环使用 F 和 S 值在 P Q 程序块中给出。 (G71使用G71第二程序段内给出的F S值。)
发那科 G70 示例
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
G70 G71 示例

G71 粗车循环示例
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
数控机床