
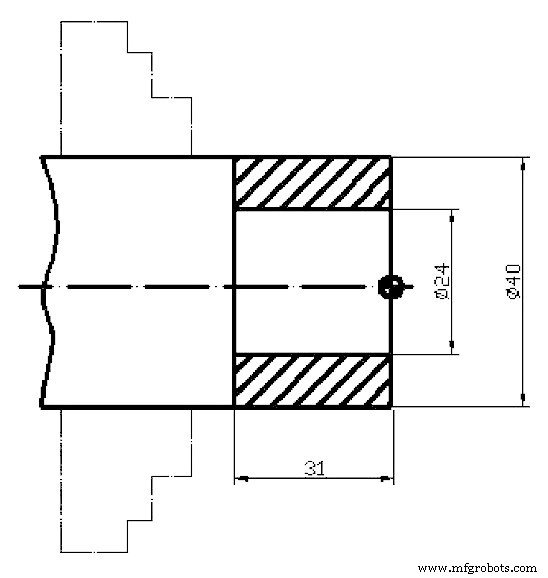
使用 Fanuc G90 车削循环简单车削组件
提交人:CNC程序员
绘图/图像
数控程序
O1233 T0101 M03 S1200 G00 X42 Z1 G90 X38 Z-31 F0.1 X34 X30 X26 X24 G00 X100 Z100 M30
数控机床

提交人:CNC程序员
O1233 T0101 M03 S1200 G00 X42 Z1 G90 X38 Z-31 F0.1 X34 X30 X26 X24 G00 X100 Z100 M30
数控机床
提交人:Vikram 总结 使用子程序代码为 FANUC 控制的机器编写 CNC 车床程序。取工件直径=40mm,切深=0.5mm,转速=1200rpm。适当假设feed等数据。 绘图/图片 数控程序 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U12 R24N40 G73 P50 Q120 U0.05 W0.05N50 G01 X16 Z0N60
提交人:CNC程序员 总结 用直径为 22mm 的钻头在 40mm 的深度钻一块黄铜材料的 CNC 车床程序。 绘图/图片 数控程序 G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
提交人:Vikram 总结 数控车床程序使用 G75 切槽循环在 x 轴上加工一个长槽,然后使用 G75 切槽循环加工同一零件。 绘图/图片 数控程序 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X 1.025 F1.5 S1000;G75 R0.010;G75X 0.
提交人:杰克 总结 从外部车削零件的CNC程序示例,车削轮廓由直线插补和圆弧插补组成。 绘图/图像 数控程序 O0004;N10 G10 P0 Z-110;N20 T303;N30 G50 S2500;N40 G96 S220 G99 F.2 M4 M8 M200;N50 G0 X30 Z2;N60 G1 Z-22;N70 G2 X40 Z-27 R5;N80 G1 X55;N90 G3 X80 Z-57 R80;N100 G1 Z-62;N110 X86;N120 G0 X150 Z150 M30;