

Fanuc G84 攻丝循环
G84攻丝循环进行攻丝操作,攻丝是顺时针旋转主轴进行的,当到达孔底时,主轴反向旋转退刀。这整个操作创建了线程。
语法
G84 X... Y... Z... R... P... F... K...
| 参数 | 描述 |
|---|---|
| X | x 轴上的孔位置。 |
| 是 | y 轴上的孔位置。 |
| Z | 深度,从 R 平面到 Z 深度。 |
| R | R平面的位置。 |
| P | 停留时间。 |
| K | 循环重复次数(如果需要)。 |
| F | 进给率。 |
一旦在程序中给出 G84 攻丝循环,在每次轴运动时重复,直到在程序中给出 G80 以结束攻丝循环。
注意事项
攻丝期间进给倍率被忽略。
在返回操作完成之前,进给保持不会停止机器。
用法
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G84 X60 Y28 Z-17 P300 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
工作
G84攻丝循环工作原理简述,
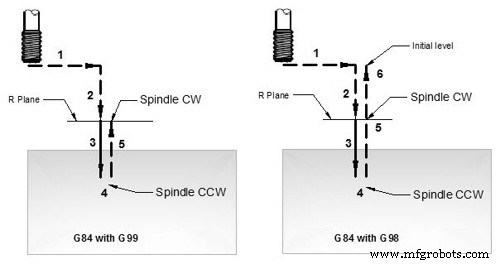
G84攻丝循环加工
0- CW 主轴旋转指令(M03) 必须在零件程序中给出。
1- 快速移动到X、Y 位置(预钻孔位置)。
2- 快速移动到R 平面.
3- 攻丝操作完成到 Z 深度(攻丝进给由 G84 给出)。
4-1- 暂停 P 指定的时间
4-2- 主轴逆时针旋转
5- 丝锥以指定进给退回。
在 R 平面主轴顺时针旋转。
如果指定 G99,则此孔的攻丝在此结束,
6- 如果程序中给出G98,攻丝移到初始层。
G98 G99 模式
攻丝完成后返回高度可用G98或G99控制。
G98 Tap 返回初始平面
G99 Tap 返回R平面
G98、G99在G84攻丝循环中可以多次使用。
重复钻孔
如果给定K值,G84攻丝循环可以重复多次。
工作示例见G81钻孔循环。
工作示例
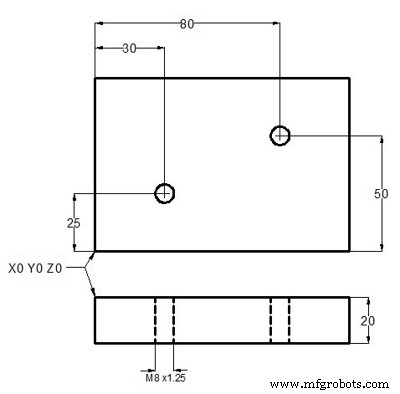
G84攻丝循环示例
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S100 M03 N40 G43 H01 Z5 M08 N50 G84 Z-20 R2 F1.25 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
数控机床