

Fanuc G83 啄钻循环
G83啄钻循环进行多次啄钻操作,这种技术使深孔钻削变得简单和经济。
切削进给间歇进给至孔底,同时排出切屑。
由于钻孔是通过多个小步进给进行到孔底的,每次钻到指定的深度,然后钻头退回,然后钻头进行下一次啄钻,此操作一次又一次地重复,直到达到钻孔深度.
语法
G83 X... Y... Z... R... Q... F... K...
| 参数 | 描述 |
|---|---|
| X | x 轴上的孔位置。 |
| 是 | y 轴上的孔位置。 |
| Z | 深度,刀具将从 R 平面开始进给到 Z 深度。 |
| R | R平面的位置。 |
| 问 | 每次切削进给的切削深度(啄钻)。 |
| K | 循环重复次数(如果需要)。 |
| F | 进给率。 |
一旦在程序中给出 G83 深孔钻孔循环,在每次轴运动时重复,直到在程序中给出 G80 以结束深孔钻孔循环。
用法
N150 M06 T02 N160 G90 G00 X60 Y28 Z12 S750 M03 N170 G99 G83 X60 Y28 Z-17 Q6 R2 F60 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
在上面的示例代码中,第一个钻孔在 X60 Y28 处完成,第二个钻孔在 Y12 处完成,然后啄钻循环以 G80 结束。
进行 6 毫米啄钻以完成 17 毫米的总钻孔深度。
工作
这里简单介绍一下G83深孔钻孔循环的工作原理,
1- 快速移动到 X、Y 钻削位置。
2- 快速移动到 R 平面。
3- 进给深度 Q 钻孔。
4- 快速移动到 R 平面后退.
5- 快速移动到 Q-d 深度(d 值在参数中指定)。
6- 进给 Q+d 深度钻孔。
7- 快速移动到 R 平面的退刀
– 重复整个过程,直到钻头到达 Z 深度位置,
– 然后钻头退回到 R 平面或初始水平取决于程序中给出的 G99 或 G98。
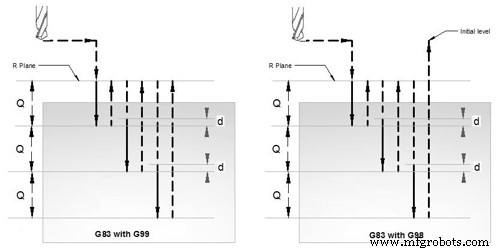
G83深孔钻循环工作
G98 G99 模式
钻孔深度完成后用快速进给返回,返回高度可以用G98或G99控制。
G98 Drill 将返回到 Initial level
G99 Drill 将返回到 R-plane。
G98、G99在G83深孔钻循环中可以多次使用。
例子
N30 G83 X10 Y30 Z-17 Q5 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
重复钻孔
G83 深孔钻孔循环,可多次重复钻孔操作。如果用G83给定K值,则钻孔重复K次。
重复钻孔通常与 G91 增量模式一起使用,重复钻孔的一个很好的例子是网格板钻孔。工作示例见G81钻孔循环。
工作示例
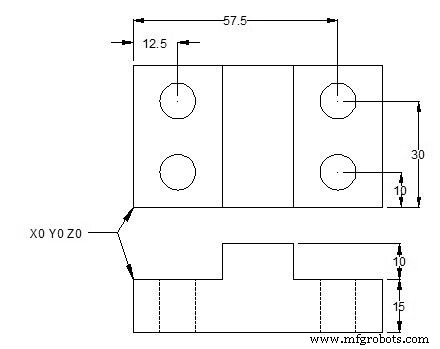
G83 啄钻循环示例
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G83 X12.5 Y10 Z-17 R2 Q4 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
数控机床