

NCT G81 钻孔,点钻循环
NCT G81钻孔循环用于简单的钻孔/点钻作业。
编程
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
参数
下表 X、Y、Z 定义适用于 G17 平面,对于其他平面,这些定义将随着
G18 平面 Z X 为孔位,Y 为钻孔轴
G19 平面 Y Z 为孔位X为钻孔轴
| 参数 | 描述 |
|---|---|
| X | x 轴上的孔位置。 |
| 是 | y 轴上的孔位置。 |
| Z | 深度,刀具将从 R 平面开始进给到 Z 深度。 |
| R | R平面的位置。 |
| 大号 | 循环重复次数(如果需要)。 |
| F | 进给率。 |
操作
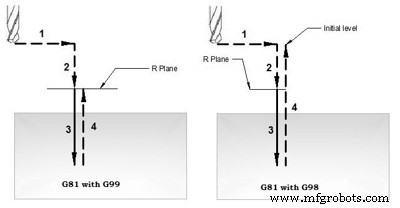
G81循环的操作是
- 在选定平面内快速移动定位
- 快速移动到 R 点
- 钻至 Z 点,进给 F
- 撤销
- 如果 G99,退回到 R 点,快速移动
- 如果G98,则快速退回到初始点
编程实例
对一系列钻孔进行编程
使用 NCT G81 钻孔循环对彼此间隔 10mm 的孔进行编程,此处
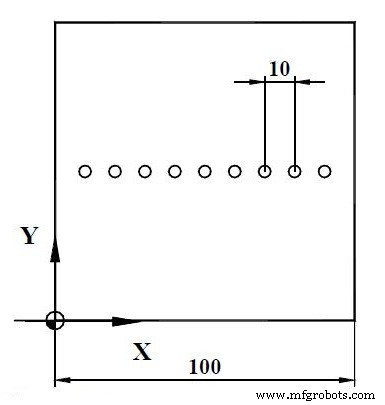
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
编程孔系列示例
第二系列的孔被编程为一个新的钻孔循环,其中尺寸再次以增量指定。由于两个循环都包括中间孔,因此第二个系列必须分为下部和上部。
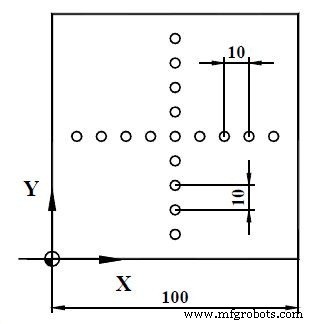
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
数控机床