
ECS G85 镗孔循环
ECS G85 镗孔循环
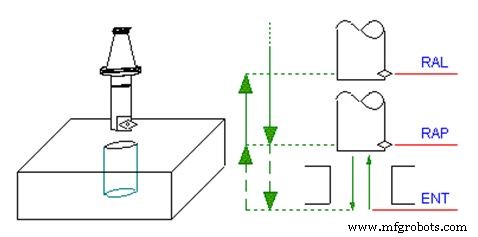
此循环与标准钻孔 G81 之间的唯一区别是刀具返回到 RAL 报价是在 ENT 之间的工作提要上完成的 和说唱 , 并以快速 (G00 ) 来自 RAP 到 RAL .
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
编程
G85 <ENT=..> <RAP=..> <RAL=..>
参数
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 返回报价快速达成 |
数控机床

此循环与标准钻孔 G81 之间的唯一区别是刀具返回到 RAL 报价是在 ENT 之间的工作提要上完成的 和说唱 , 并以快速 (G00 ) 来自 RAP 到 RAL .
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
G85 <ENT=..> <RAP=..> <RAL=..>
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 返回报价快速达成 |
数控机床
G86镗孔循环用于镗孔。 语法 G86 X... Y... Z... R... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G86 镗孔循环,在每个轴移动时重复,直到在程序中给出 G80 结束该循环。 用法 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M03N170 G99 G86 X60 Y28 Z-15 R2 F120N180 G98 Y12N190 G91 G80 G28 X0
NCT G81钻孔循环用于简单的钻孔/点钻作业。 编程 G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. 参数 下表 X、Y、Z 定义适用于 G17 平面,对于其他平面,这些定义将随着G18 平面 Z X 为孔位,Y 为钻孔轴G19 平面 Y Z 为孔位X为钻孔轴 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 大号 循环重复次数(
Sherline CNC G 代码 M 代码完整列表,适用于在 Sherline 数控铣床/车床上工作的数控机械师。 更多关于 Sherline CNC Sherline数控车床主要零件说明 Sherline CNC Mill 主要零件说明 Sherline G 代码 G代码 函数 G00 Rapid move(快速定位) G01 进给率移动(线性插补) G02 顺时针移动(顺时针圆弧/螺旋插补) G03 Counter Clockwise move (c-c-clockwise circular/helical interpolation) G04 停留时间 G08 开
Okuma G76 精镗循环 G76精镗循环 编程 G76 X__Y__Z__R__Q__(I__J__) P__F__ 参数 参数 描述 X,Y 孔位坐标值 Z 孔底水平 R 点R级 问 偏移量(见下文解释) 我,J 偏移量(见下文解释) P 孔底停留时间 F 进给率 加工顺序 (1) X、Y轴快速定位(2) 快速定位到R点平面(3) 指定切削时镗孔到Z点平面主轴正转进给速度(4) 在Z点平面暂停P秒,按NC可选参数(FIXED CYCLE)的SHIFT DIRECTION AND AXIS IN G76,G87设定的量后退,然后主轴停止在定向位置。之后,刀具向刀