

使用 G71 G74 G01 的 CNC 车床程序 OD 车削钻孔 ID 镗孔
提交人:BEATA
总结
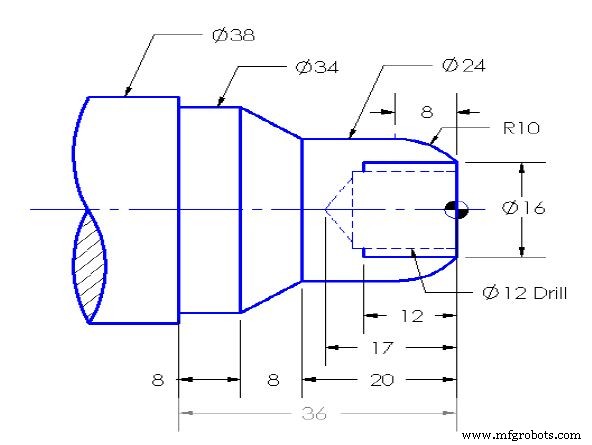
CNC 车床程序用于切割外车削钻孔和内孔,
此数控车床程序使用以下循环 G 代码,
使用 G71 车削循环进行外径车削粗加工
使用 G70 精加工循环进行外径车削精加工
使用 G74 啄钻循环进行 ID 钻孔
使用 G01 线性插补进行 ID 钻孔
绘图/图片
数控程序
% O0111 (EX.NO.1); (BILLET DIA38.0*L36.0); N1 (OPN OD PROFILE TURNING); N2 G28 U0.0 W0.0; N3 G92 S2500; N4 G96 S180 M03; N5 T0000; N6 T0101; N7 G00 X40.0 Z1.0; N8 M07; N9 G71 U1.0 R1.0; N10 G71 P11 Q16 U0.5 W0.1 F0.15; N11 G01 X16.0 Z0.0 F0.2; N12 G03 X24.0 Z-8.0 R10.0 F0.10; N13 G01 Z-20.0 F0.10; N14 G01 X34.0 Z-28.0 F0.05; N15 G01 Z-36.0 F0.05; N16 G01 X40.0 F0.10; N17 G00 Z10.0; N18 G28 U0.0 W0.0; N19 M09; N20 M05; N21 M01; (OD PROFILE FINE TURNING); N22G28 U0.0 W0.0; N23 G92 S3000; N24 G96 S250 M03; N25 T0000; N26 T0202; N27 G00 X40.0 Z1.0; N28 M07; N29 G70 P11 Q16; N30 G00 Z1.0; N31 G28 U0.0 W0.0; N32 M09; N33 M05; N34 M01; (OPN DRILLING DIA 12.0MM); N35 G28 U0.0 W0.0; N36 G97 S650 M04; N37 T0000; N38 T0303; N39 G00 X0.0 Z2.0; N40 M07; N41 G74 R0.5; N42 G74 Z-17.0 Q5000 F.10; N43 G00 Z2.0; N44 G28 U0.0 W0.0; N45 M09; N46 M05; N47 M01; (OPN BORING); N48 G28 U0.0 W0.0; N49 G92 S1800; N50 G96 S200 M04; N51 T0000; N52 T0404; N53 G00 X14.0 Z1.0; N54 M07; N55 G01 Z-12.0 F0.15; N56 G01 X13.0F0.20; N57 G01 Z1.0 F.2; N58 G00 X16.0; N59 G01 Z-12.0 F0.15; N60 G01 X13.0F0.20; N61 G00 Z1.0; N62 G28 U0.0 W0.0; N63 M09; N64 M05; N65 M30; %
数控机床
- 使用 Fanuc G74 啄钻循环的简单 CNC 车床钻孔
- Fanuc CNC 程序示例
- CNC 车床编程示例
- Fanuc G21 使用 CNC 车床进行毫米测量编程示例
- 英制简单数控车床程序中的 CNC 编程示例
- 使用 G74 钻孔循环 CNC 编程教程进行端面切槽
- 示例程序 Sinumerik CYCLE81 钻孔循环 – CNC 车削
- CNC 车床编程练习 Fanuc G71 车削循环,G74 啄钻循环
- G71 粗车循环示例代码 – CNC 车床编程
- NCT 程序示例 G71 切削循环数控车床
- 使用 Radius CNC 车床程序示例进行简单轮廓车削
- 简单的镗孔操作 CNC 车床程序示例