

Okuma G76 精镗循环
Okuma G76 精镗循环
G76精镗循环
编程
G76 X__Y__Z__R__Q__(I__J__) P__F__
参数
| 参数 | 描述 |
|---|---|
| X,Y | 孔位坐标值 |
| Z | 孔底水平 |
| R | 点R级 |
| 问 | 偏移量(见下文解释) |
| 我,J | 偏移量(见下文解释) |
| P | 孔底停留时间 |
| F | 进给率 |
加工顺序
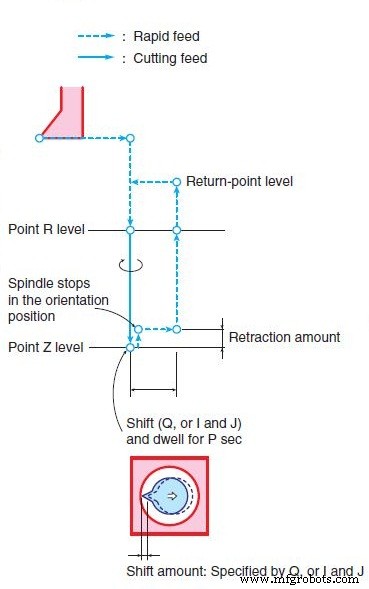
(1) X、Y轴快速定位
(2) 快速定位到R点平面
(3) 指定切削时镗孔到Z点平面主轴正转进给速度
(4) 在Z点平面暂停P秒,按NC可选参数(FIXED CYCLE)的SHIFT DIRECTION AND AXIS IN G76,G87设定的量后退,然后主轴停止在定向位置。之后,刀具向刀头远离被加工工件内表面的方向移动位移量Q。
(5) 以快速进给速度返回到返回点平面
( 6) 刀具沿位方向退回位移量Q,然后主轴开始顺时针方向旋转。
详情
Z点平面退刀量
Z轴从Z点平面向上退刀的量在NC可选参数(FIXED CYCLE)的SHIFT DIRECTION AND AXIS IN G76、G87中设定。
偏移量
一个 .如果通过 NC 可选参数(FIXED CYCLE)的 SHIFT DIRECTION AND AXIS IN G76,G87 的设置将循环轴固定为 Z 轴,则 Q 用于指定偏移量。设置的值必须始终为正。移位运动的方向 +X、-X、+Y 或 -Y 应事先使用参数设置。请注意,Q 值是模态数据,地址 Q 也用于 G73 和 G83 循环。 Q 值优先于 I 和 J 值。
b . I 和 J 用于指定使用 G17、G18 或 G19 选择平面时的偏移量。平面选择G代码与所用地址的关系如下所示。
G17 I,J
G18 K,I
G19 J,K
地址I, J、K,所有的值都设置为增量值。偏移方向始终在机床坐标系中定义。
c .如果偏移量不是由Q或I、J指定,则产生报警。
数控机床