

Okuma G74 反向攻丝循环
Okuma G74 反向攻丝循环
G74反向攻丝循环
编程
G74 X__Y__Z__R__P__Q__F__
参数
| 参数 | 描述 |
|---|---|
| X,Y | 孔位坐标值 |
| Z | 孔底平面 G90方式: 所选坐标系中的位置 G91方式: 距离R点平面的距离 |
| R | 点R级 |
| P | 孔底停留时间 |
| 问 | R点停留时间 |
| F | 进给率 |
加工顺序
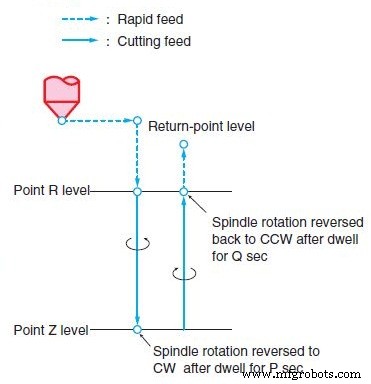
(1) X、Y轴快速定位
(2) 快速定位到R点平面
(3) 指定切削时攻丝到Z点平面
(4) 在Z点平面停留P秒,然后反转主轴旋转方向为CW方向。
(5) 回点R 平面以切削进给速度
(6) 在R 点暂停Q 秒,然后反转主轴旋转方向回到CCW 方向。
(7) 回到返回点平面快速进给。
详情
- 如果未指定 P 和/或 Q 值,则不会执行暂停。 P、Q值的单位与G04模式暂停指令相同。
- 在反向攻丝操作期间忽略进给倍率。
- 如果在从 Z 点水平返回到 R 点水平的过程中按下 SLIDE HOLD 按钮,则在达到 R 点水平后循环停止。
- 如果定位到下一个攻丝点是在主轴逆时针旋转开始后但在攻丝工具完全脱离工件之前在 R 点级别执行的,则通过指定 Q 在该级别输入暂停。
- 切削进给倍率和主轴速度倍率值都固定为 100%。可以设置快速进给倍率。
数控机床