

11种金属铸造方法
了解从炉火中取宝的术语和过程
什么是金属铸造?
金属铸造是通过将熔融金属倒入空的形状空间来制造物体的过程。然后金属冷却并硬化成这种成型模具赋予它的形状。与用一块固体金属加工零件相比,铸造通常是一种更便宜的制造方法。有多种金属铸造方法可供选择。哪种类型的铸件最有效取决于所使用的金属、铸件的大小和铸件的复杂程度。
在开始生产运行之前,了解铸造车间的一些术语和方法会很有帮助。
- 跳转到铸造术语
- 跳转到金属铸件的类型

铸造术语
铸模
一个模具 是材料中的一个空腔,它接收液态金属并产生该空腔形状的冷却物体。模具可以很简单。用于制造金属锭的形式就像面包盘,只需将金属倒入内部并冷却即可。大多数模具适用于更复杂的形状,并且基于图案。将图案印入分体模具中。图案的一半印在模具的一侧,另一半印在另一侧,然后在填充模具之前将两半夹在一起。通过将模具分成两部分,可以在填充之前取出模型。这些模具可以用水平分割制作
应付和拖累
在水平成型中,模具的上半部分称为cope , 下半部分称为 drag .
摆动和撞击
在垂直成型中,模具的前半部分称为摆动 , 后半部分称为 ram .
模芯
如果模具应该有内部空间或孔洞,则型芯 经常制作。这些核心的形状像内部空间。型芯通常通过延伸越过铸件并通过型芯打印来固定到位 ,它像两个银行之间的桥梁一样悬挂核心。核心周围的空白空间将填充金属,核心将从最终铸件中移除,在原来的位置留下一个洞。如果核心很长,可能会被 chaplets 支持 支撑它。它们通常由与最终铸件相同的金属制成,因为它们位于充满材料并成为最终铸件一部分的空间中。
尺寸公差
选择铸造方法的重要因素之一是尺寸公差 .尺寸公差是最终产品尺寸可接受的变化。冷却时金属会收缩,铸造类型会影响多少。如果产品需要精确,客户可能需要一种能够产生近净铸造的铸造方法 .这意味着产品从模具中摇出时非常接近正确的尺寸。
表面处理
另一个考虑因素是表面处理 .铸件表面的颗粒、凹凸或粗糙程度如何?铸铁平底锅可以接受的东西不能用于结婚戒指。非常光滑的金属表面通常是通过机加工产生的,这需要额外的成本:如果希望得到光亮和光滑的结果,那么选择具有更精细光洁度的铸造方法可能会降低机加工成本。

金属铸造方法
金属铸造主要分为两大类:可重复使用模具的工艺和一次性模具的工艺。
- 可重复使用的模具:
- 永久性模具
- 半永久性模具
- Slush 铸造
- 离心铸造
- 压力铸造
- 压铸
- 一次性模具:
- 砂铸
- 外壳成型
- 熔模铸造(失蜡)
- 全模或泡沫
可重复使用或永久性模具可制造许多物品,而一次性模具则被铸造过程破坏。尽管从外行的角度来看,可重复使用的模具对于大批量生产来说必须更具成本效益,但情况并非总是如此。大多数钢铁制品都是通过一次性铸造工艺制成的。
低温成型物质(树脂、巧克力、蜡等)几乎总是使用可重复使用的模具。使冶金学与众不同的是所涉及的高温。这些给模具带来了很大的压力。因此,锌、铝、镁、锡或铜等熔点较低的合金往往更容易在可重复使用的成型工艺中取得成功,这并不奇怪。
然而,在某些情况下,甚至黑色金属也被倒入可重复使用的模具中。设计的复杂性、金属的选择以及对尺寸公差和表面处理的要求都会影响可重复使用的模具是否合适。
可重复使用的模具
永久模具
永久性模具通常由金属制成——其熔点比填充金属的熔点高。在没有任何外部压力的情况下浇注液态金属。永久型芯必须简单,以便可以从成品铸件中取出重新使用。
这些模具有时用于铸铁以及低温合金。转盘,而不是装配线,是最常见的工业工作流程。在每个模具通过下一个工位时执行单独的操作,例如涂模、放置型芯、合模、浇注、开模和顶出铸件。
模具在第一次浇注前进行预热,以免因温差而开裂。
用这种方法生产的铸件不能像压铸等其他可重复使用的方法那样薄。然而,铸件是以“紧公差”生产的,这意味着可以更精确地预测最终铸件的尺寸。以这种方式制造的铸件致密且颗粒细。它们具有更光滑的表面光洁度,并避免了多种缺陷。
这种成型形式足够耐用,可以与铁一起使用,但它不是黄色黄铜的首选样式。黄色黄铜的锌含量高,会污染模具。
半永久性模具
半永久型铸造的唯一变化是铸造过程中使用的型芯可能是一次性砂芯。砂芯可以实现更复杂的型芯形状,因为它们不需要从最终铸件中完整提取。如果在铸件上留下一个开口来去除型芯,它们可以在振动台上“摇出”,像沙漏一样排出。永久模铸件的公差、密度和外观优势只存在于靠金属模浇铸的截面上。
Slush 铸造
这种色彩缤纷的铸造风格只需在模具内部涂上少量金属,即可制造出不需要型芯的空心铸件,形成金属“表皮”。根据金属或其他材料凝固的速度,有不同的方法来处理搪塑。在一种方法中,创始人可以将少量液体倒入模具中并旋转以用金属覆盖内部。在另一种情况下,创始人可以完全填充模具,然后在指定的冷却时间后将多余的材料倒出。锌、铝和锡是常用的中空铸造金属。
离心铸造
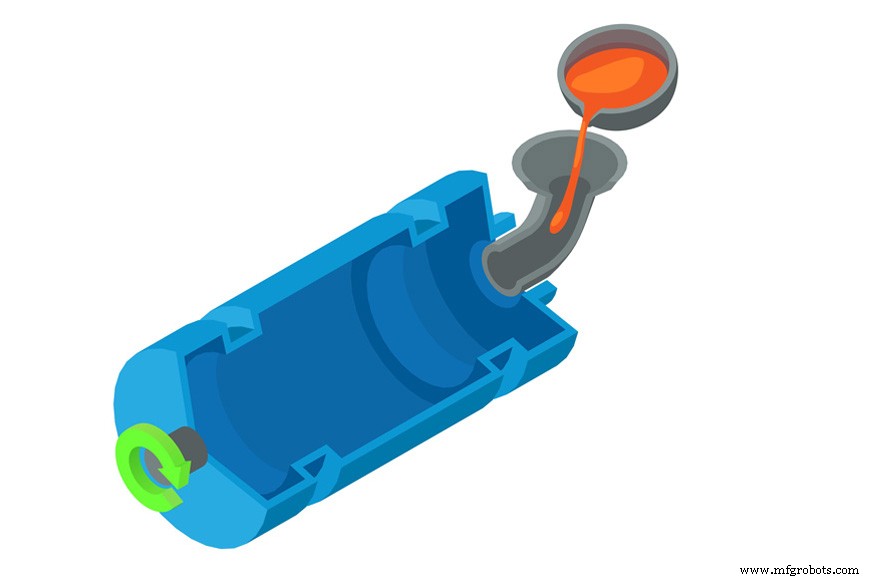
在真正的离心铸造中,当液态金属被送入时,水冷模具围绕其中心轴高速旋转。离心力将液态金属沿模具表面拉成均匀的层。为了使这种方法起作用,最终的铸件必须围绕旋转轴具有均匀的几何形状。因此,这种铸造形式最适合那些大致为圆柱形或圆形的模具,如管或环。
用这种方法铸造的物体通常具有非常低的缺陷率。杂质最终靠近铸件的孔或内表面,并且可以被加工掉。由于无缝结构的强度,大多数将在压力下使用的管道或配件都是离心铸造的。
一些小型金属铸件,如珠宝,是使用离心机制造的,离心机围绕中心点摆动整个模具,在旋转时将金属从坩埚中拉出。这些铸件不是真正的离心铸件,而是压力铸造的一种形式。
压力铸造
压力铸造方法使用重力以外的力来控制金属流入永久模具。空气或气体、真空、机械或离心力都用于压力铸造。这些方法可以让铸造厂精确控制模具填充的速度:重力总是以相同的力起作用,但人为的力可以变化。
当模具减压时,真空铸造将金属拉入模具中,产生的真空将液态金属从下方的储液器中拉上来。金属冷却时必须保持真空,因此这种方法主要用于薄壁铸件。它提供出色的表面光洁度。低压铸件通过对液态金属所在的熔炉加压来逆转这一过程,而不是在模具中产生真空。金属通过冒口被推入模腔。
所有压铸机(下图)也使用某种形式的压力来帮助制造铸件。
压铸
压铸机由一个盛有熔融金属的盆、一个位于两块板上的金属模具或模具以及一个注射系统组成,该系统将材料拉入并在压力下将其压入模具中。
压铸过程从开模开始。喷嘴用润滑剂喷洒模具,以帮助防止零件粘连。然后将模具的两半合上,并使用压力喷嘴注射合模。在模具打开之前,新铸件有一段时间冷却。顶针将新铸件从模具中推出,然后重新开始该过程。
压铸中的金属注射有两种形式。冷室压铸就像一个注射器:在铸造每个模具之前,注射室必须充满熔融金属,然后活塞将注射器的内容物推入模具。热室或鹅颈管压铸通过将喷射系统的腔室浸入熔融金属中来工作,其中系统的形状意味着喷射器自行重新填充。热室压铸通过活塞或气压将这种材料推入模具中。
鹅颈管系统更容易腐蚀,因为它们位于熔化的金属浴中。因此,它们通常与熔点较低的铝或铝锌合金一起使用。活塞或冷室压铸机可用于熔化黄铜和青铜所需的更高温度,因为喷油器不会持续受热。
连续铸造
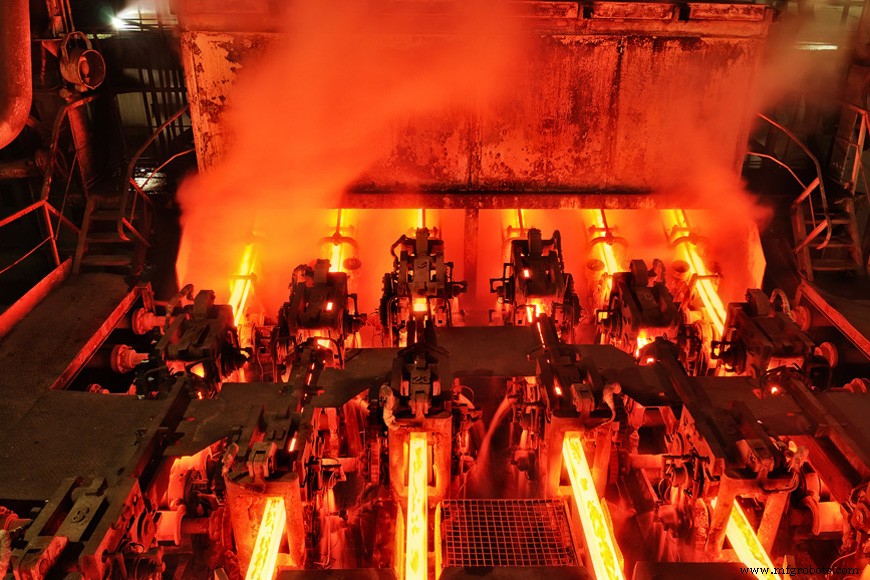
即使是我们认为完全机加工、轧制或以其他方式加工的金属零件,也往往是从铸造车间开始的。连续铸造通过将它们挤压成永久性形状来制造大方坯、方坯和板坯,它们是不同尺寸的简单金属形状。这种铸造工艺为加工钢创造了原材料。
连铸过程从工厂地板上方的高处开始。熔融金属被送入控制铸造速度的漏斗。漏斗在其下方填充一个模具,这是一个简单的形状,通常长 20-80 英寸,其宽度形状像正方形、圆形或矩形。模具壁被冷却,因此铸件的外部在通过时会冻结。当金属离开形状时,它正在凝固,但仍然柔韧。这允许连铸机弯曲它,使成品水平出来。一系列轮子将板坯引导至传送带,同时冷却喷雾固化表面。水平面上的气体射流将连续的金属片切割成可管理的长度,因此它们可以被提升和堆叠。
一次性模具
在铸造黑色金属时,一次性模具方法是明显的赢家。它们具有成本效益,因为它们不必在所涉及的高温下坚固。
砂型铸造
砂型铸造是金属铸造最常用的方法。它的制造过程至少有 3000 年的历史:粘土铸造的第一个证据来自中国,商朝时期(约公元前 1600 年至 1046 年)。
难怪这个工艺仍然如此受欢迎:沙子便宜、丰富、柔韧、能吸收热量。
用沙子制成的芯很容易去除:可以用振动台将它们摇出。用于将金属导入模腔的流道和浇口,要么由经验丰富的模具师手工切割,要么作为模型的一部分制作。
砂铸件的表面光洁度通常很粗糙,并且尺寸公差不精确,因此砂铸件非常适合生产从装饰栅栏到铸铁锅再到汽车发动机零件的大而坚固的零件。
阅读本系列上一篇文章,详细了解砂型铸造。
外壳成型
壳型成型是一种砂型铸造,可提供更接近的尺寸公差。它与砂型非常相似,只是砂与树脂混合。将沙子和树脂的混合物倒在热金属成型图案的每一半上。这种混合物熔化并冷却成壳。模具的“外壳”聚集在一起,通常由装满沙子的烧瓶支撑。由于树脂为内表面提供了额外的支撑,这些外壳形成了一个非常精确的模具。
通常,壳型成型用于生产用于传统砂型铸造的型芯。树脂赋予砂芯强度以保持形状,即使放置在将成为铸件的空隙上也是如此。这些壳芯可能是空心的,在热金属模具中通过中空铸造等工艺制成。将两半芯模夹紧并加热,然后填充树脂覆膜砂。模具烘烤直到外壳壁厚到足以支撑芯的尺寸,然后将多余的未固化树脂砂倒回。当模具的两半分开时,它们会露出坚固的型芯,现在可以放入砂型铸造模具中,从而在铸件中创造空间。
-
熔模铸造(失蜡铸造)
砂型铸造是迄今为止最常用的金属铸造形式,但砂型铸造的一个方面使其不适用于某些项目。砂型铸造模型需要从他们创建的模具中移除,这可能意味着复杂的模型构造。草图要求、分型线放置、浇口、冒口和型芯要求制模师在铸造过程的每个阶段仔细考虑模型的需求。
脱蜡、熔模或精密铸造工艺是砂型铸造的替代方法,可用于大多数等级的金属,甚至是高熔点铁合金,同时避免了砂型铸造中的一些制模挑战。
熔模铸造的设计师制作了一个精确的金属模具,在其中铸造了蜡或塑料图案。这些图案组装在同样由这种材料制成的浇道上:铸造工人使用火炬将浇道熔化到足以将每个图案附着在上面。
然后使用此组件创建将用作模具的外壳。它被喷涂、刷涂或浸入细粒、高耐火骨料和主要由硅酸乙酯组成的专有粘合剂的浆料中。然后让该混合物凝固。图案反复涂上较粗的浆料,直到在图案周围产生骨料壳。模具一直放置直到涂层凝固,然后在烤箱中以倒置的位置加热,这样蜡就会用完并收集起来以供重复使用。去除蜡后,模具在预热的炉中烘烤。然后可以用松砂支撑模具并以任何常规方式浇注。
铸件冷却后,将熔模铸件周围的外壳打碎并用振动台震落。
熔模铸造提供卓越的表面光洁度和高尺寸精度。没有砂型铸造那样的分型线。
全模或泡沫铸造工艺
全模或泡沫铸造工艺是砂型和熔模铸造工艺的结合。使用泡沫聚苯乙烯图案。实际上,泡沫模型可以通过浇口和流道系统制成,并且可以消除吃水余量。有时在填充之前将图案去除,但使用一些泡沫可以将图案留在模具中,以便在倒入热金属时立即蒸发。
该工艺非常适合单件或多件的铸造,但有时铸造厂会大量生产泡沫模型以创造产量。制作可破坏的泡沫模型需要额外的设备费用,但如果模型非常复杂,整个铸造过程的经济性通常是有利的。
比较铸造工艺
与制造商协商有助于找到最具成本效益的项目铸造方式。一般来说,黑色金属会使用一次性模具来铸造,而有色金属则有更广泛的可能性,但即使是这个简单的规则也有例外。
在清楚了解项目需求的情况下进入流程将有助于选择最佳的铸造流程。设计是否需要精确的尺寸?墙壁需要多薄?最终铸件的尺寸和重量是多少?表面光洁度怎么样?提前知道所有这些问题的答案将有助于精明的设计师了解并指导他们的产品完成铸造过程,找到最好、最便宜的工艺来完成他们的工作。
上一篇:原型金属铸造工艺下一篇:砂型铸造
金属