

铸铝:方法比较

铝可以通过多种工艺成型, 包括:
- 选角
- 挤压
- 锻造
- 滚动
对于任何类型的金属,铸造 可以说是所有成型工艺中用途最广泛的,并产生最多种类的零件。事实上,美国能源部估计,超过 90% 的制成品都含有金属铸造产品。
用于其他金属的相同铸造技术也可以应用于铝,但一些最流行的用于铝的方法是永久模具铸造 , 绿砂铸造 和压铸 .
永久模铸造
永久模铸造 涉及使用具有高熔化温度的金属创建可重复使用的模具。如果铸铝,模具通常由灰铁或钢制成。将两半模具连接起来,然后进行预热。将熔融金属从钢包中倒入以填充模具,并使其凝固直至充分凝固以移除铸件。在大多数情况下,铸件一凝固就被移走冷却;否则,不灵活的模具可能会导致铸件冷却和收缩时形成缺陷。去除铸件后,可以立即重复该过程。
永久模铸造的优点:
- 由于模具是可重复使用的,因此可以通过大批量生产轻松收回初始模具成本
- 如果使用精密加工的模具,可以实现高尺寸精度
- 重复性高,铸件之间几乎不需要做任何准备工作。
永久模铸造的缺点:
- “永久性”模具不会永远存在,可能需要在大批量生产中途更换
- 如果铸件不及时移除,不灵活的模具可能会导致缺陷
- 与湿砂铸造相比,模具成本相对较高
绿砂铸造
绿砂铸造 是一种常见的砂型铸造形式,它使用潮湿的粘土粘合砂来形成模具。首先,沙子被填充在模型周围以形成模腔。然后移除模型并将模腔放置在支架中并与其另一半配对,类似于永久性模具铸造。接下来,将熔融金属倒入型腔中。铸件凝固后,打破模具以取出铸件。然后通过磨掉不必要的特征(如凸片和冒口)来完成铸件。许多设施能够回收高比例的用于湿砂铸造的砂。
绿砂铸造的优点:
- 几乎任何零件都可以使用绿砂铸造,尺寸和重量范围很广
- 工具和材料成本非常低
绿砂铸造的缺点:
- 表面光洁度不如其他铸造方法光滑
- 尺寸精度也低于其他铸造方法
压铸
压铸 类似于永久性模具铸造,因为它使用可重复使用的金属模具,而不是一次性的砂基模具。然而,在压铸中,熔融金属通常在高压下注入模具中。与其他铸造方法相比,高压导致更详细和更精细的表面光洁度,但压铸件的耐用性可能会因气穴而受到影响。虽然压铸是小零件大批量生产的首选,但压铸的复杂性是有限的。压铸设备的配置限制了可插入的型芯种类。
压铸的优点:
- 铸件的细节更丰富,表面光洁度更高
- 通常由高级工具钢加工而成的模具比其他模具使用寿命更长
压铸的缺点:
- 初始加工成本非常高
- 复杂性有限,尤其是对于具有中空截面的产品
- 整体强度可能会受到孔隙率和其他缺陷的影响
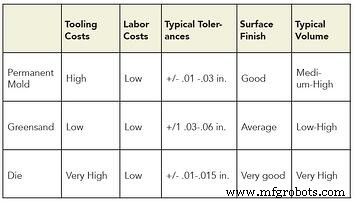
铝铸造方法的比较
这篇文章摘自我们的电子书,用铝制造:历史、成型技术和最佳实践 .点击下方免费下载电子书。
制造工艺