

如何制作注塑模具
什么是注塑模具?
注塑模具是一种工具,当所有零件组装好后,装入注塑机以制造相同的塑料零件。注塑模具首先由工程师绘制应用所需零件的图纸。接下来由熟悉注塑模具制造工艺的工程师绘制模具图。
注塑模具是如何制作的
制作注塑模具需要大量的技能和一些非常昂贵的机器。它们通常由数控机床由工具钢制成。它们是所需实际零件的底片。除了有助于冷却或加热模具从而控制其温度的通道外,还有一个流道系统允许热塑料填充所有模具型腔。大约 10% 的典型注射成型周期专门用于实际注射熔融塑料。剩余的百分比专用于冷却和凝固、保压和保压。
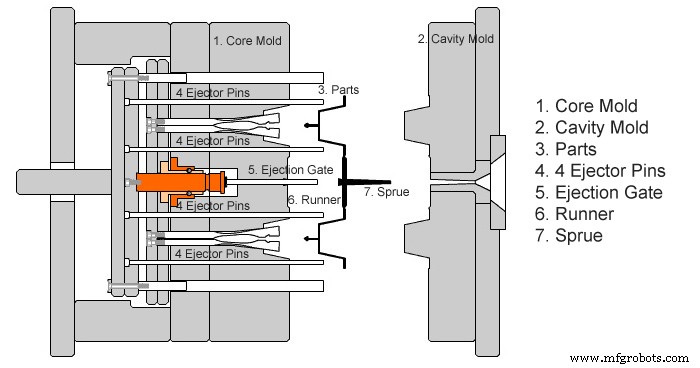
最简单的注塑模具是由两半组成的直拉注塑模具。 “A”侧和“B”侧。正面或A面面向腔体,称为腔体。 B面面向型腔,称为芯模。然而,并非所有注塑模具都遵循这种简单的模式。
注塑模具的零件
设计模具的工程师将决定是否需要插入工具或独立模具。
为了使注塑模具制造商成为独立的模具制造商,可以从 Misumi 等几家全球公司之一购买预制模架。 DME 或 Hasco。
注塑模具将包括冷却管线、流道系统、浇口、型腔和浇口。注塑模具也有吊环螺栓的螺纹孔s t 帽子用于将模具安装在成型机中。此外,它们具有用于将模具排列在工作台上的导销,因此一旦模具进入机器,A 面和 B 面就不需要对齐。
弹射
零件凝固后,使用顶针、顶针和套筒或使用其他任何一种方法(包括顶出板、空气顶出等)将其从模具中顶出。
EDM(放电加工机)
但是有些零件有一个不能轻易铣削的腔。在这种情况下,由石墨或铜钨制成的电极在 CNC 机床上转动,然后放入 EDM(电子放电加工机)的浴槽中。EDM 将腐蚀钢以形成与电极形状完全相同的空腔。有两种类型的 EDM:沉降片和线材。电火花成型机设计用于制造空腔,而电火花线切割机使用细黄铜线切割简单或复合形状。
跑步者系统
流道系统允许液体塑料流入型腔。注塑模具的流道系统主要分为三个部分:浇道、流道和浇口。
浇道挂在成型机机筒的喷嘴上。熔融塑料由往复式螺杆输送到喷嘴,从而通过浇口。然后材料流入流道。最后,熔融塑料将通过浇口填充每个型腔。气体可能会通过排气口释放。
注塑机
注塑机由装载机、往复螺杆、机筒、喷嘴和压板组成。在此过程中,聚合物颗粒首先被放入干燥器中以去除水分。然后将颗粒移动到桶中,在那里它们被加热到所用塑料的熔点。一个大的往复式螺杆穿过机筒并移动塑料直到它到达喷嘴。它通过喷嘴注入安装在压板上的模具中。塑料冷却后,模具打开,塑料零件被顶针顶出。该循环通常每 60-90 秒重复一次。
树脂