

使用热定型插件
螺纹组件、孔和螺栓连接是您每天使用的各种工程零件的组成部分,因此能够为 3D 打印零件添加有效的螺纹非常重要。攻丝或印刷的塑料线很容易过载和剥落,而金属线更坚固耐磨,随着时间的推移提供更好的连接。金属螺纹嵌件为塑料零件提供了可靠的紧固方法。螺纹嵌件通常是黄铜,内部带有预制螺纹。它们具有滚花外表面特征,用于与较大零件的散装材料接触,从而抵抗拉出和扭出载荷。根据您使用的材料和应用,有几种不同类型的螺纹嵌件。对于 3D 打印,我们建议使用热定型插件。
热固性嵌件非常适合 3D 打印中的热塑性塑料,因为在安装过程中,热塑性塑料会在嵌件周围熔化并回流。这使得围绕插入件的塑料局部更坚固,并在金属插入件和热塑性塑料之间建立牢固的结合。与其他类型的嵌件相比,这反过来又确保了所得到的螺纹具有更强的拔出和扭矩输出额定值。
美国陆军案例研究
阅读我们关于美国陆军主要训练基地的最新客户成功案例。
设计和安装热定型插件
为小批量应用设计和安装热定形螺纹插件只需要一些便宜的工具。嵌件需要特定尺寸的锥形腔进行安装,因此您需要从您的嵌件供应商处找到推荐的腔尺寸。在安装过程中,嵌件会在它下降时熔化并从周围部件中排出一些塑料,因此锥度允许熔化的塑料完全包围嵌件的滚花表面。按照以下步骤设计和安装热定型插件。
你需要什么

- 3D 打印部件带有适合螺纹嵌件的孔
- 所需的螺纹嵌件
- 烙铁
- (可选)用于烙铁的螺纹插件安装尖端
1.选择您的螺栓尺寸和相应的热定型插件

选择您将在设计过程中用于紧固零件的硬件。刀片尺寸部分受其周围材料的厚度影响。如果刀片周围和下方的材料小于 2 毫米(0.078 英寸),请考虑减小尺寸。检查刀片供应商对刀片腔尺寸的建议,以确保它适合您的零件。在此示例中,我们将使用具有以下腔体规格的 M3 刀片:
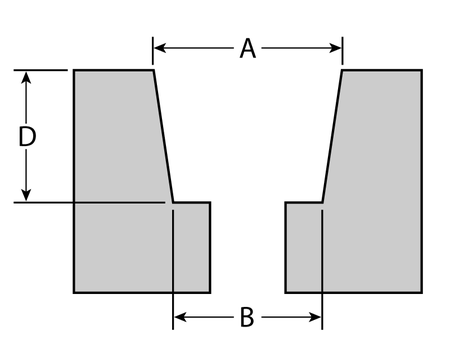
孔深 (D):3.8 毫米
大直径 (A):5.31 毫米
小直径 (B):5.1 毫米
阅读我们的 3D 打印机制造商购买指南
2.绘制孔的起点
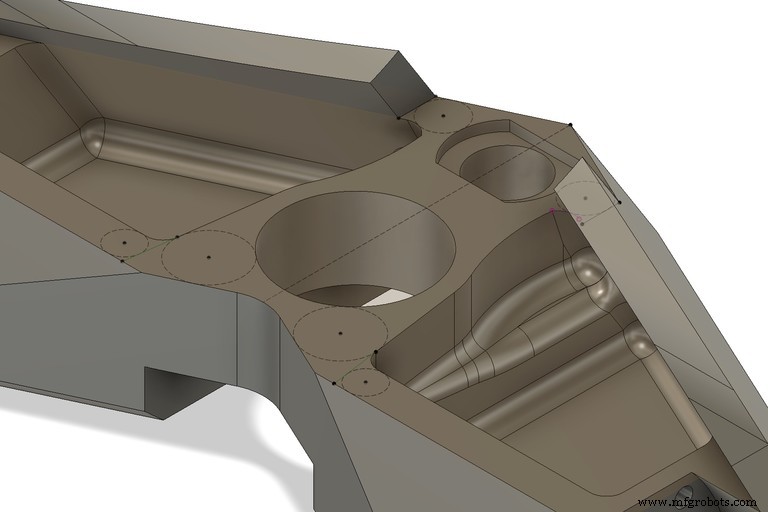
使用 CAD 程序中的草图工具或类似工具来确定孔的起点。
3.使用孔工具创建沉头孔
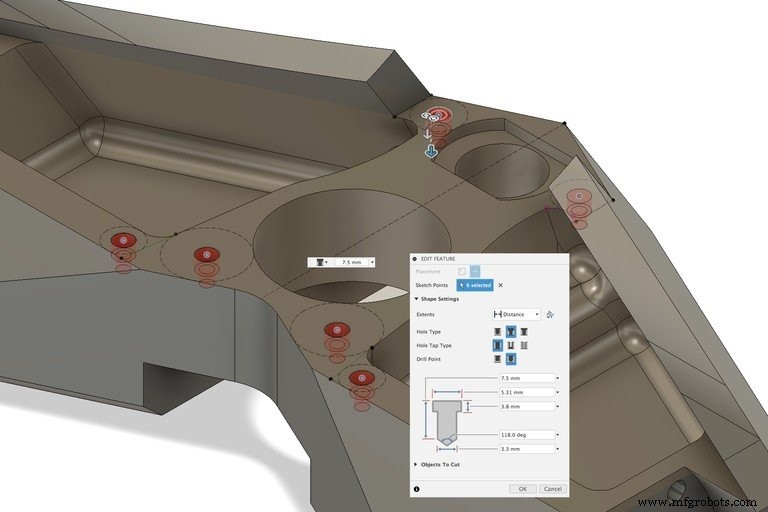
使用孔工具(或类似工具,取决于您的 CAD 程序),使用推荐的孔深和刀片锥度的大直径 (A) 在指定点上创建一个沉头孔。如果您需要一个用于螺钉间隙的安全孔,您可以将孔本身延伸到沉孔的底部。此处沉孔直径为5.31 mm,深度为3.8 mm。
4.倒角内孔边缘
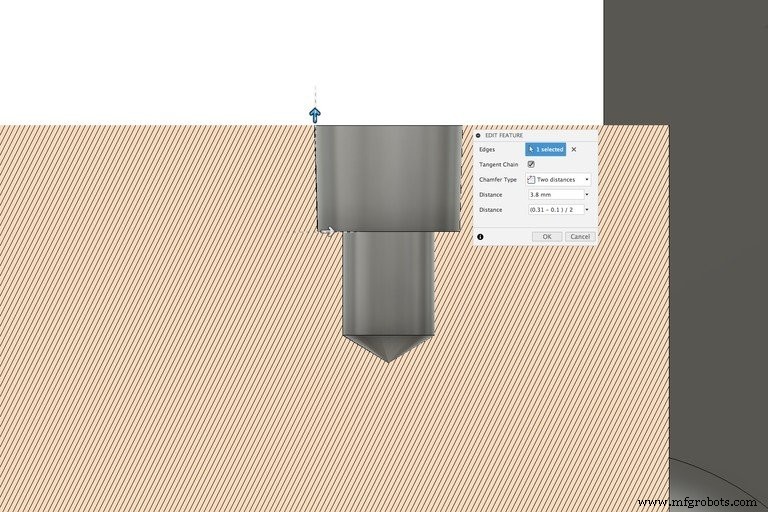
将距离 - 距离倒角应用于沉孔的下外边缘,沉孔高度作为向上沉孔的距离,并且将实现“B”的值作为您的小锥度直径作为另一个,等于(AB )/2 满足我们的需求。根据提供的型腔尺寸格式,您可能需要更改执行此操作的方式。
查看我们的复合材料设计指南
5.打印你的部分
设计完成后,打印出您的零件!
6.加热你的烙铁
插入烙铁,打开它,等待它达到温度。良好的熨斗工作温度为 650-750 华氏度(343-399 摄氏度)。
7.用烙铁压入每个插件
将每个插件放置在其腔体上方,确保它是直的且居中。将熨斗的尖端与插件的中心对齐,并在插件加热时施加轻微的压力。一旦嵌件超过塑料熔化温度,嵌件将开始下降到零件中。小心地将插件直接向下推入孔中,而不是倾斜。较大的嵌件在沉入零件之前可能需要更长的时间来加热。将熨斗放在嵌件上,直到它在沉孔中触底,并确保在取出熨斗之前嵌件与零件顶部齐平。
注意: 如果您使用的是普通烙铁头,请用烙铁头的侧面而不是尖端将插件压入。
8.让零件冷却

将所有嵌件嵌入零件后,在使用前让它们冷却几分钟,以便塑料有时间凝固。如果它们没有正确就位,您也可以利用这段时间用熨斗调整任何插入物。
与产品专家交谈
使您的螺纹连接更加牢固
由于滚花外表面与局部熔化和回流的塑料啮合,螺纹嵌件非常坚固,嵌件嵌入零件的顶面。但是,在某些情况下,您的连接可能需要更大的强度,您可以使用以下技巧来抵抗施加在接头上的极端负载。

不要将插入件放在零件的表面与您用螺栓连接的任何东西齐平,而是将它们放在零件的另一侧。这极大地提高了连接强度,因为当插入件加载时,插入件的锥度与沉孔的锥度啮合以分散施加到螺栓上的力。通过在空腔周围添加连续纤维增强材料,这种行为得到了极大的改善,进一步防止了空腔壁在负载下变形。
联系我们 免费样品部分 测试我们材料的强度和耐用性!
关注我们 脸书 , 推特 , Instagram 和 领英 随时了解 Markforged 的所有内容。
3D打印