

3D打印快吗?
进入 3D 打印世界时,我们问自己的第一个问题是“我能以多快的速度打印 XYZ?”答案可能从几分钟到超过 24 小时不等,这显然不是你一生中听到的最有用的陈述。尽管如此,我可以为这个平庸、令人不快且可能迂腐的答案添加一些有用的信息。
普通桌面(爱好者)打印机完成模型所需的时间主要取决于挤出机的移动速度、层高、线宽、填充百分比以及是否需要(或不需要)支撑。 不用说,最重要的决定因素是我们要打印的对象的绝对体积。
如果您想要的只是一个明确而具体的答案,那么打印 13 克和 15.5 厘米 3 长凳所需的时间 使用平均打印机设置大约需要 60 分钟 .

长凳 是爱好者为了衡量打印机质量而打印的最喜欢的船。我也不例外,这就是为什么我将在本文的其余部分使用它作为示例。
既然您已经知道当朋友问您打印一艘随机且无用的小船需要多长时间时该告诉他们什么,我们可以从技术上停止写/读这篇文章并继续我们的生活!在您选择留下并继续阅读的不太可能的情况下,我会尽力让您值得花时间,并给您更多的东西来告诉他们。让我们确保您让他们无言以对(或无聊至死)!
3D 打印速度的主要决定因素
我们将更详细地讨论打印持续时间的每个主要驱动因素,如果您想测试每个因素的影响,您可以下载切片器(如 Ultimaker Cura)。通过更改每个参数和切片,软件将输出估计的打印持续时间。您甚至不需要 3D 打印机即可完成此操作。
事实上,让我们建立一个我们友好 Benchy 在不同打印速度和层高下的不同打印持续时间的表格!作为起点,我将使用 Cura 的草稿设置:
Benchy 的打印持续时间(以分钟为单位)
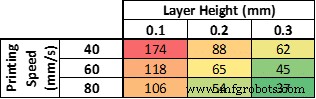
如您所见,设置在确定打印时间方面起着重要作用。在我们的简单示例中,我们预计只需 37 分钟或近三个小时即可获得 Benchy。还值得注意的是,我们考虑的最快打印方案应该会产生外观可接受的 Benchy。
您可以通过下载 Benchy 来做同样的事情 来自 Thingiverse。
挤出机移动速度
出于显而易见的原因,挤出机运动的速度是决定我们的打印机输出所需塑料片所需的总时间的主要因素之一。它与打印机速度呈线性关系,这意味着如果我们将移动速度提高一倍,我们的打印时间将大致减半。
然而,这里没有免费的午餐。我们不能无限制地提高打印速度,并期望我们的小船一如既往地美丽。根据打印机的不同,我们可以期望将运动设置为 50mm/s 以获得良好的效果。一些更高端的 FDM 打印机可以以每秒 150 毫米的速度打印,而不会降低打印质量。
如果您想找出打印机的完美最高速度,您已经有理由开始打印自己的 Benchy 船。从 35 毫米/秒开始,如果成功,则将下一次打印速度提高 5 或 10 毫米/秒,直到找到最佳位置。
如果您选择强迫您的打印机像 Usain Bolt 一样移动,它不会爆炸,但您必须愿意看到一些重影/响铃、挤出不足、层附着力弱和整体质量差,因为提高速度确实伴随着它不可避免的缺点。
层高
另一个与打印时间大致呈线性关系的特征是层高。将层高从 0.1mm 加倍到 0.2mm 将使您盯着打印机的时间减少 50%。
* Not-Really-Pro 提示:您不仅可以只看打印物化,还可以到户外凝视草地(它的大小也会发生变化,尽管速度要慢得多)。

对于 0.4mm 的标准喷嘴尺寸,经过良好校准的 3D 打印机应该能够以 0.05mm 的层高进行打印。实现这一目标的结果可能会令人难以置信。小层高特别适合对打印小而详细的微缩模型感兴趣的爱好者。
如果您想进一步提高打印细节质量,请考虑将 0.4 毫米喷嘴更换为 0.25 毫米喷嘴。这种快速而低成本的改变可以产生令人难以置信的结果。
另一方面,如果你有一个五岁蹒跚学步的孩子(或我)的耐心,你可以使用相同的喷嘴将层高设置为 0.32mm,并立即完成打印。
填充百分比
我建议通常在我们的大多数印刷品中添加填充物,以使其更具抵抗力。当然,与大多数打印设置的情况一样,填充百分比也有潜在的缺点:它需要更多的灯丝并且打印时间更长。对于具有大量内部容积的模型尤其如此。
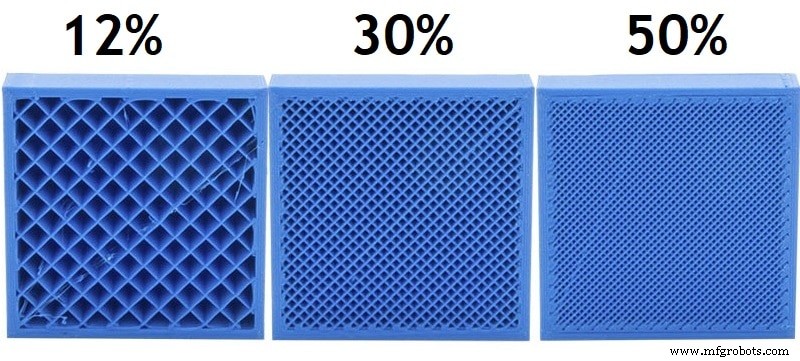
在下图中,我展示了不同填充百分比的外观。随着时间的推移,您在打印和调整设置方面的经验越来越丰富,您会得出结论,12% 到 20% 的填充量足以获得坚固耐用的打印件,而不会增加作业的打印时间。
您应该保持在 0% 到 60% 的填充范围内。高于该阈值的百分比往往几乎没有强度增益,并且以淫秽的打印时间为代价。据估计,0% 到 20% 的范围适用于非功能部件,而 20% 到 40% 的范围是大多数轻型到重型印刷品的范围。很少有例外情况需要 60% 的填充量,因此除非您明确认为有必要,否则请避免这种量级。
如果您想查看由于(以及其他原因)填充不足而明显失败的打印,请查看巨大的 Benchy 我拍的第一张照片。
打印支持
由于融合沉积建模 (FDM ) 有效,在打印开始失败之前可以打印模型的最大角度。这是因为每个新的细丝层都沉积在前一层的顶部,因此必须在下面有一些东西可以构建。根据经验,我建议不要在不添加支撑的情况下打印角度大于 45° 的对象。
为了提供参考,下面是一个流行的角度基准测试仪的渲染:
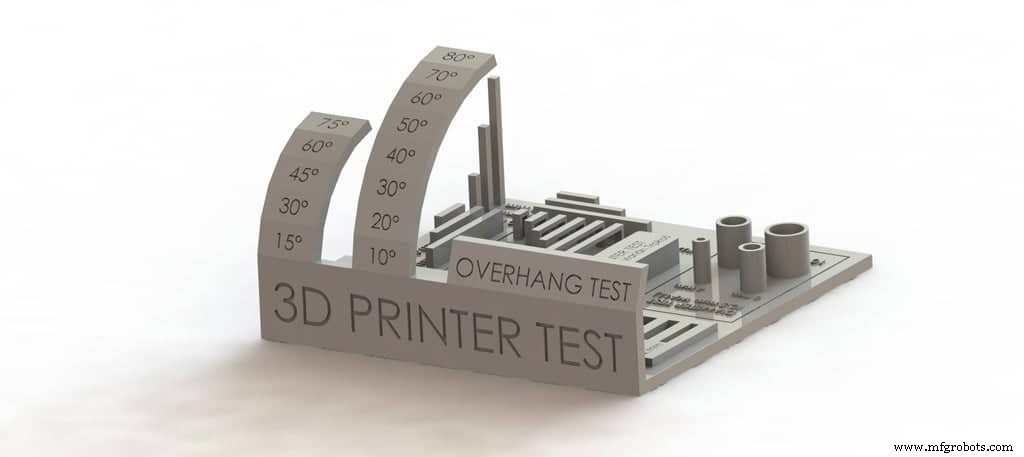
除了显示“悬垂测试”之外,我还建议打印它以确定您的打印机从哪个角度开始出现故障(在此处下载)。同样值得考虑的是,在不增加支撑的情况下,总有提升几度的空间。
经验丰富的打印机还可以在切片软件中设置模型的最有效定位。大多数情况下,您只需简单地旋转模型即可在没有支撑的情况下度过难关。
3d 打印的壁厚
除非你想在花瓶模式中打印 (只有模型的外部打印在一条连续线上),了解壁厚的权衡也很重要。按壁厚, 我的意思是挤出机在打印的每个外部部分上进行的相邻细丝沉积的数量,以“建造墙壁”。该参数将产生两个主要后果:
- 壁厚越大,打印效果越好,外观也越好。
- 壁厚的打印件需要更多时间来打印并消耗更多的灯丝。
许多 3D 打印机设置有不止一种调用方式,壁厚当然也不例外:根据软件的不同,您可以在 shells 下找到它 , 周长 , 边 或循环 .
外壳 打印的厚度也由喷嘴尺寸决定,您应始终尝试将其设置为喷嘴直径的倍数(0.4mm 是最受欢迎的)。
我在下面描述的最低设置和推荐设置不仅适用于 PLA 灯丝,还适用于 ABS、尼龙、PETG 和所有其他灯丝。
如果您的墙壁太薄,则打印可能无法完成。由于 FDM 技术包括在前一层之上打印每一层,因此在将下一层放在上面时,尚未固化的薄层很容易塌陷。作为绝对最小值,它应该是 0.8 毫米厚(两个周长)。这是一个很好的打印设置,它不是最终的,而只是迭代设计过程的中间测试。
夸大厚度也可能适得其反,因为它会产生更多的内应力并导致翘曲。如果您考虑到耐用性和整体打印质量,您应该考虑由四个周长组成的 1.6 毫米厚的墙壁。
结论
3D 打印并不快,实际上它慢得要命,但我们可以通过稍微调整一下设置来提高打印机的工作速度。
有一些现代打印机的打印速度比大多数打印机打印的标准 50mm/s 速度快得多,例如 Voron 2.4,它可以以高达 350mm/s 的速度打印(是的,快 7 倍)并具有出色的品质。
大多数制造商选择通宵打印,尤其是打印需要大约 20 小时左右的时间,但请务必在这样做时采取必要的预防措施。
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,并且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印