

3D打印中的常见问题及解决方法

在使用 3D 打印机 (FFF/FDM) 的过程中,打印用户需要的模型时(尤其是非专业 3D 打印机)可能会出现问题和不可预见的事件。这会导致 3D 打印机的用户绝不希望发生在他身上的不便、延迟和其他不便。本文随后就如何解决这些典型问题提供了一系列建议。
打印开始时没有耗材
打印开始时,可能会出现没有丝材释放的情况。这可能是由于:
底座高度非常接近喷嘴
这可以通过平整底座来解决。
挤出机温度过高
由于打印开始时的等待,可能会出现HotEnd末端的材料由于自身重力的作用沉积在底座中,导致打印时缺料。
挤出机张力调节不当
如果张紧器很松,可能会发生长丝无法通过挤出机的情况,但是如果很紧,则会在长丝上留下痕迹,导致表面质量差。
挤出机堵塞
这个问题是 3D 打印机可能发生的最糟糕的问题之一。发生这种情况时,第一步是参考上次使用的材料将温度过热约 10 - 20 °C,然后引入清洁丝(Smart Clean 清洁丝),直到干净且连续。
一个好的技巧是激活部件(裙子)周围的轮廓线选项,从而确保在开始打印之前从挤出机输出材料 作品本身。
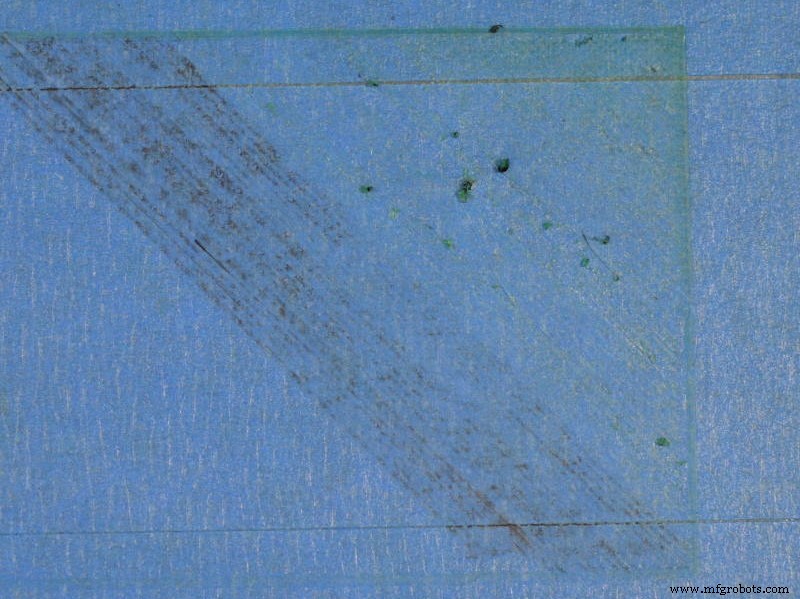
图 1:打印开始时没有灯丝。来源:Simplify3D。
第一层的问题
解决了打印开始时缺丝的问题,可能会出现第一层打印不牢底的情况。这可能是由于:
挤出机和底座之间的高度过高
当 3D 打印机制作第一层时,通过目视检查此距离可以观察到此问题。
基础温度不足
某些类型的灯丝需要底座的温度高于环境温度,例如 ABS。如果不满足这个参数,肯定会出现这个问题。除了温度之外,还有一些材料需要在底座上使用粘合剂(DimaFix 或 Magigoo)。在使用这些粘合剂之前,建议将底座清洗干净。
打印速度过快
对于大多数 3D 打印机,建议使用 25 毫米/秒的第一层速度。如果明显超过这个速度,则第一层不粘附在基底上的风险非常高。
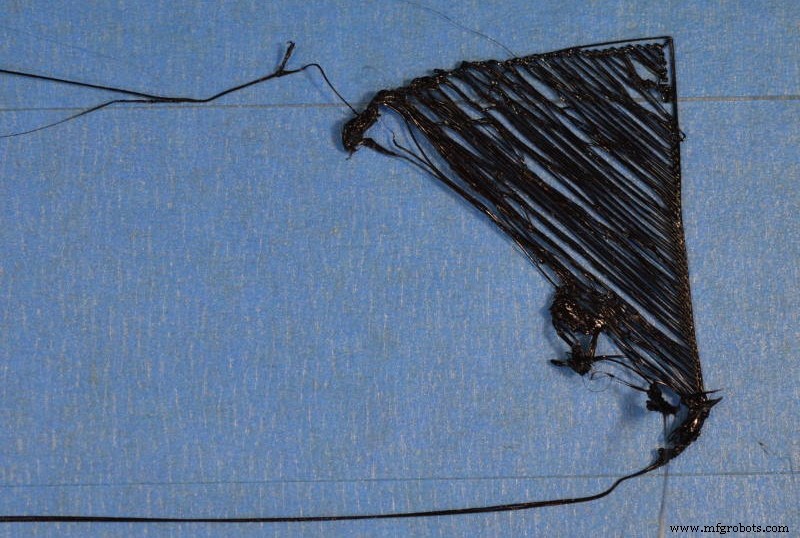
图 2:第一层的问题。来源:Simplify3D
围绕作品的线程
在 3D 打印件周围或同时制作的件之间看到材料线是很常见的。此错误通常是由于与挤出机回缩相关的参数造成的:
回缩距离不足
此错误在“鲍登”系统中非常常见,其中挤出机引擎和热端之间的距离很长。该距离因材料类型而异,8 毫米是一个很好的起点,如果问题仍然存在,则增加距离。
回缩速度
对于此参数,必须考虑工件的尺寸和工件之间的距离。如果零件或距离很小,则需要更高的速度来为挤出机电机提供时间来形成灯丝反冲路径。如果速度过快,热端内部会产生气泡,挤出机皮带轮会在耗材上留下很多痕迹。
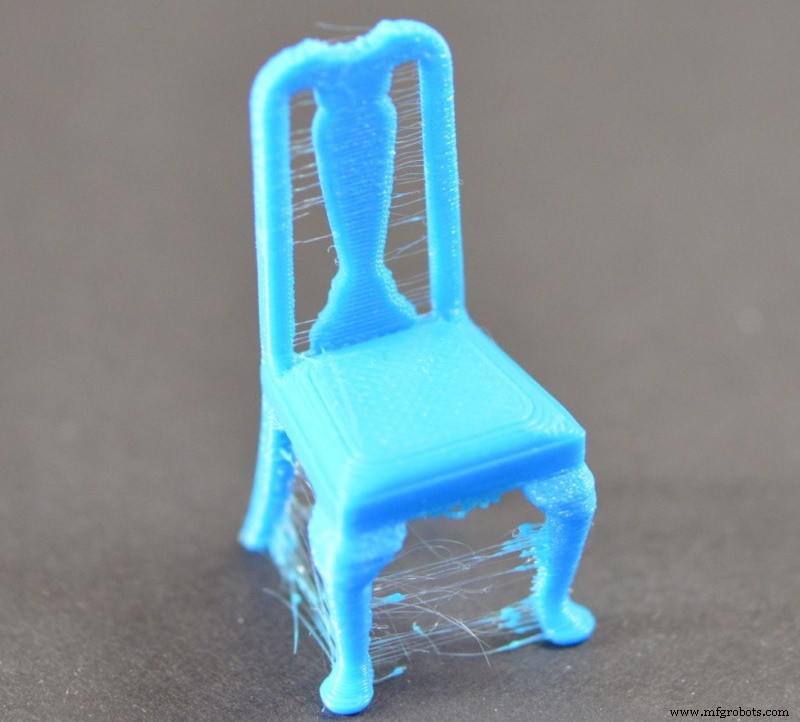
图 3:作品周围的线程。来源:Simplify3D
打印件上有黑点(烧焦)
当此打印错误可见时,这是因为喷嘴外侧有灯丝残留。这些沉积物随着温度和挤出机的运动而变得粘稠,它们被转移直到到达正在打印的部件。这些沉积物通常发生在打印开始时,此时挤出机在 z 轴的“原点”运行,从喷嘴上悬挂下来的残留物位于其外部。为避免此问题,在开始打印时需要检查是否发生这种情况,如果发生这种情况,请用镊子从喷嘴中取出灯丝。
部分完成了一半
这个问题是最严重的问题之一,因为在打印一块时会出现延迟,而且它的发生原因很容易纠正。在开始印模之前,确保可用的细丝数量充足,称重细丝。估算可用灯丝长度的实用技巧(小件或中件)是测量卷绕灯丝的直径,计算其周长并将其乘以线圈的匝数。另一个原因可能是长丝发生重叠,阻止材料进入挤出机电机的皮带轮。最后,如果挤出机皮带轮的张紧器没有足够的紧度,则长丝将无法通过它前进,从而阻止材料从喷嘴中排出。
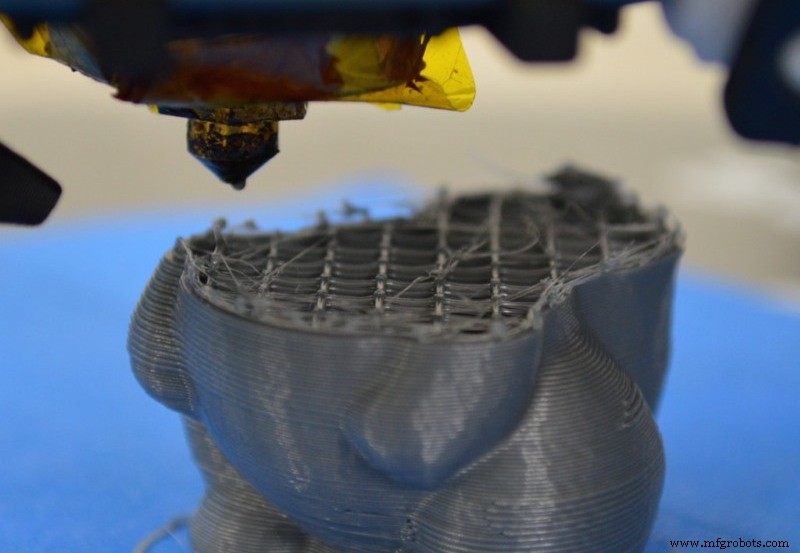
图 4:半成品。来源:Simplify3D
层与层之间的分离
3D FDM 打印的工作原理是逐层构建对象,直到获得所需的形状。如果相邻层连接不正确,最后一块可以通过连接层来破坏。这个问题可能有两个原因:
层高过高
在零件的 3D 打印过程中,必须确保正在制造的每一层都充分压在下层上,以便两层以牢固的方式连接。一般情况下,层高不能超过喷嘴出口直径的 80%。例如,当使用 0.4 毫米喷嘴时,层高不应大于 0.32 毫米。如果在打印过程中检测到层与层之间的分离,建议降低层高。
挤出温度太低
一旦确认层高正确,但层与层之间的分离仍然存在,则问题出在挤出温度上。如果灯丝达到的温度不够热,与下层的附着力就会不好,容易断片。例如,PLA 可以在 180 °C 下打印,但当用户以高速 (60 mm/s) 制造零件时,挤出温度不足以使各层牢固粘附,因此必须每隔10 °C,直到实现层与层之间的良好连接。
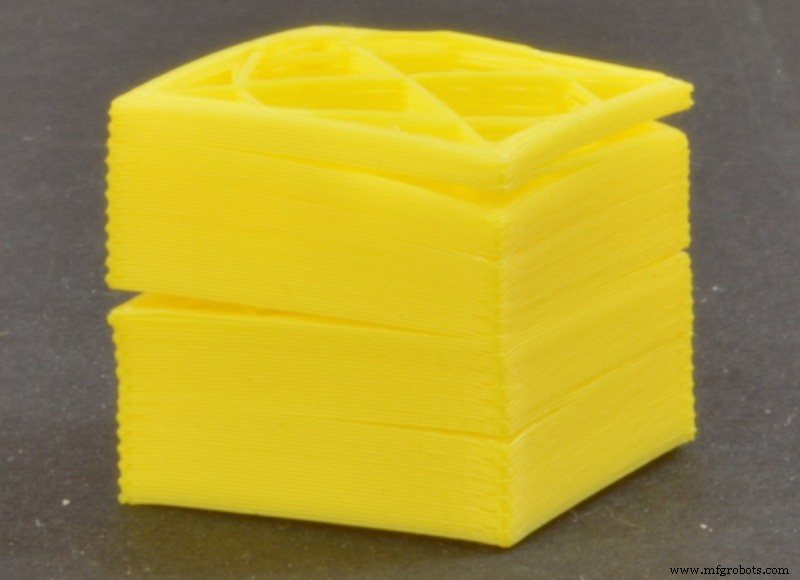
图 5:层与层之间的分离。来源:Simplify3D
外层与填充物之间缺料(重叠)
这种症状很容易确定,因为您只需坚定地观察工件几秒钟,就会看到外层和填充物之间的分离。要解决它,你必须增加“重叠”的百分比,通常是 15%,如果你有这个问题,将它提高到 20% 或 25%。
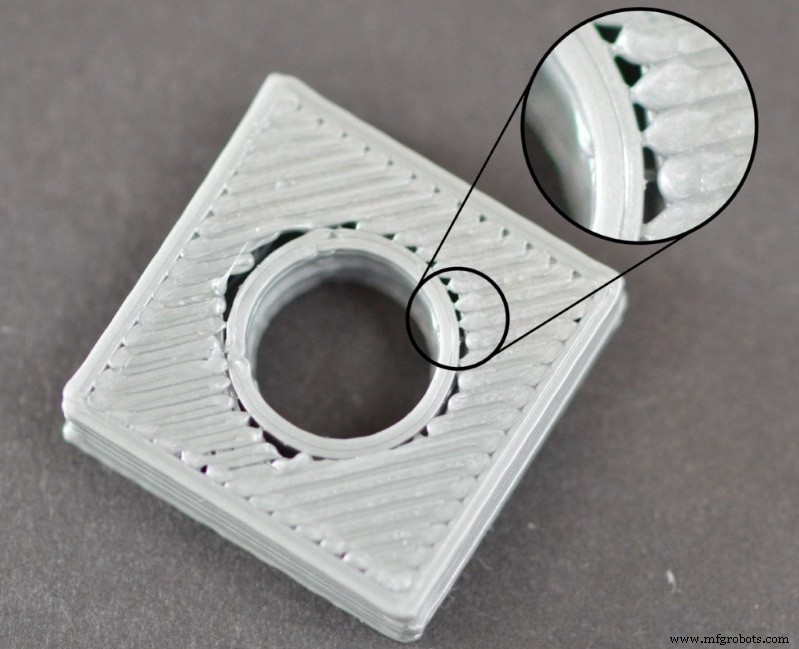
图 6:重叠。来源:Simplify3D
变形
它被称为“翘曲”以弯曲与底座接触的部件的层。这种屈曲在 ABS 等材料中很常见,这些材料具有高挤压温度并且在冷却时往往会变形。为了避免这个问题,我们通常采用:
烫印基地
目前大多数 3D FDM 打印机都有用于打印的热底座。对于 ABS 等对温度变化敏感的材料,使用 100 - 120 ºC 的基准温度是保持尺寸稳定性的关键。
封闭
当用户希望用 ABS 制造中型或大型零件时,仅使用热基底不足以防止翘曲。在这种情况下,3D 打印机必须有一个封闭的环境,如果您需要制作大体积零件,建议使用加热环境。
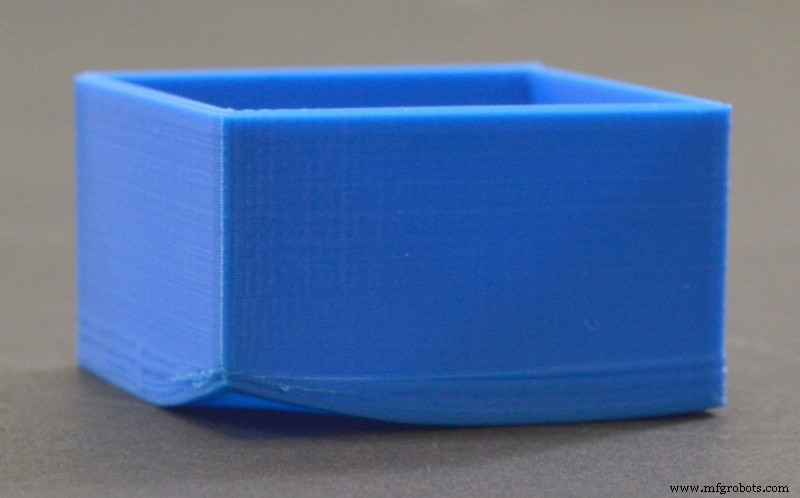
图 7:翘曲。来源:Simplify3D
最后一层通道之间的间隙
当观察到上层的光洁度不佳时,有一个方面传达出一种缺乏材料的感觉,这可能是由于内部填充物略致密,孔太大且难以覆盖。产生这种情况的另一个因素是填充后层数不足,无法完全覆盖表面。这种错误也可能是由于灯丝流量不足而出现,尤其是大件,连续走刀量大。为了检查是否存在低流量问题,检查外部测量值,如果这些值较小,则必须将流量从 5% 增加到 5%,直到零件具有设计测量值。
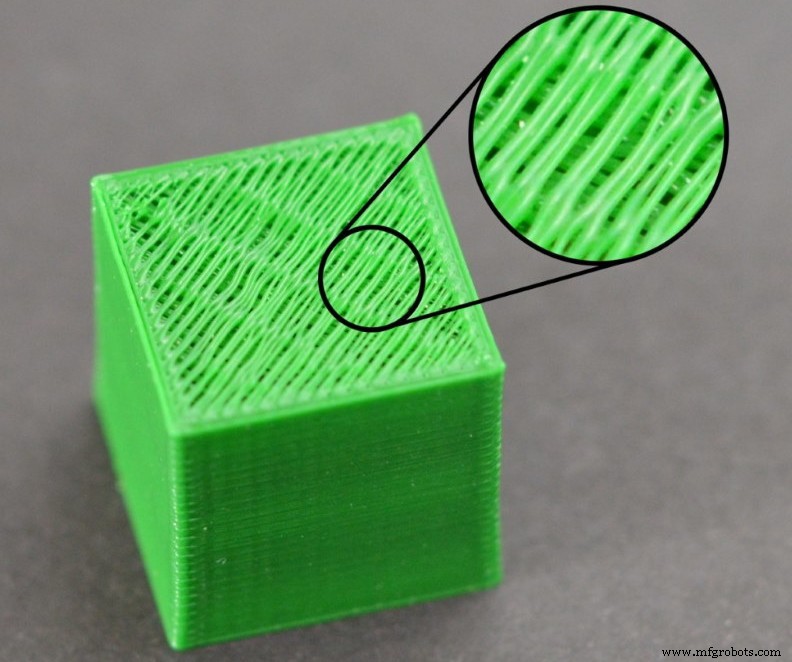
图 8:最后一层之间的间隙。来源:Simplify3D
结论
通过上面的解释,3D FDM 打印机的用户应该知道如何解决日常 3D 打印中可能出现的大部分问题。
3D打印