

电子束焊接:定义、构造、工作、应用、优点和缺点 [PDF 注释]
今天在这篇文章中,我将为您详细介绍电子束焊机 .
这种焊接工艺最早是由德国物理学家 Karl-Heinz Steigerwald 于 1949 年开发的。
在本文中,我们将首先看到定义,它是如何工作的,然后我还将向您展示 EBW 机器的应用、优势和局限性。
所以事不宜迟,让我们进入文章。
什么是电子束焊接?
电子束焊接是一种液态焊接工艺,其中两种相似或不同的金属通过使用热量连接起来,热量由高能电子产生。当电子高速撞击工件时,会发生动能和热能两种形式的能量转换。
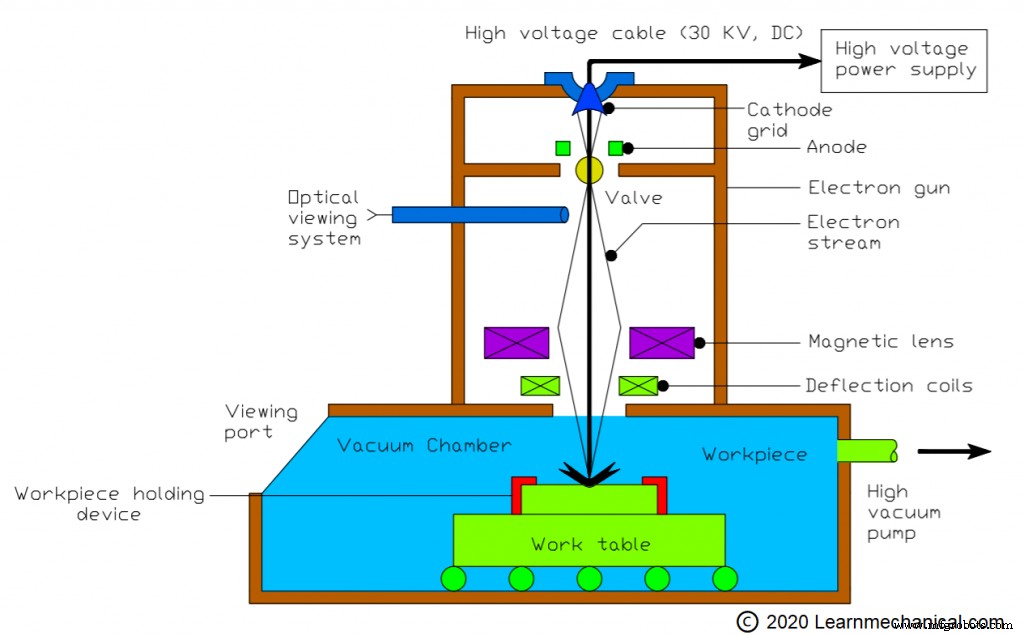
电子束焊接机的构造:
电子束焊接机由以下几部分组成:
- 高压电源
- 电子枪
- 阴极网格
- 阳极
- 光学观察系统
- 磁性镜头
- 偏转线圈
- 真空室
- 工件
- 工件夹持装置
那么现在让我详细介绍一下这些部分。
高压电源:
电源分为低压和高压两种。
- 薄焊的低压范围在 5 到 30 kV 之间。
- 厚焊的高压范围为 70 至 150 kV。
电子枪:
在电子枪中,自由电子是通过热金属带或金属丝的热发射产生的。
电子枪的主要用途是借助阴极栅、阳极、磁透镜和偏转线圈将自由电子转化为电子束。
阴极网格:
通过这部分,产生了自由电子。然而,产生的自由电子的电压非常低 eV。为了加速这种自由电子,它们通过阳极和发射极(阴极)产生的高电场。
阳极:
阳极用于加速由阴极栅极产生的电子。
光学观察系统:
光学观察系统帮助我们确定和设置电子束撞击工件的作用点。
磁性镜片:
磁透镜只允许会聚的电子通过。它吸收发散电子的低能量,提供高强度电子束。
偏转线圈:
- 偏转线圈是一种磁透镜,用于阴极射线管。
- 它有助于在整个屏幕上扫描电子束。
真空室:
- 在真空室中,没有空气。这台机器的焊接是在真空中进行的。
- 此处预设的压力低于大气压或处于大气压。
- 它也被称为布劳恩管或腔室。
工件:
- 工件已固定在夹具上。
- 工件可以是相似或不同的金属。
工件夹持装置:
- 工件夹持装置也称为夹具。用于牢固地夹持工件。
- 夹具材质有铸钢件、不锈钢、铸铁、高强度钢等。
工作原理电子束焊接:
电子焊接的工作原理与电子束加工相同。在这里,我们使用电子束来连接相似金属或异种金属。
首先,我们为系统供电。如图所示,有一个阴极[带有负电荷],由钨制成。并且正下方连接着阳极。
现在我们必须创建一个大约 30 到 175 kV 的电位差,因为当相干光从穿过阳极的阴极产生时,阳极有助于尽可能多地加速它。
现在相干光直接照射到工件上,同时附加聚焦线圈,减少了相干光之间的额外间隙。
现在光线在偏转线圈的帮助下直接照射到工件上,这里的温度非常高,以至于它熔化了工件。动能现在转化为热能。
工件固定在此处的夹具上,整个过程在真空中完成,这意味着没有空气。如果有空气进来,相干光的方向可能会偏转,可能会出现其他我们不想焊接的地方。
这是现代电子束焊接机的视频:
电子束焊接的应用:
电子焊具有广泛的用途。在这里,我列出了其中的一些,它们是:
- 用于工件的焊接和钻孔。
- 电子束焊接用于船舶、汽车、飞机、制造等各个行业。
- 它还用于国防部门制造各种产品。
- 用于连接两种相似或不同的金属。
- 用于钨、陶瓷等耐火材料的接合。
- 它也用于医疗行业。
- 电子焊接切割 25 微米的窄槽。
电子束焊接的优点:
所以这里有一些电子束焊接的优点:
- 电子焊中不需要填充材料。
- 几乎没有失真。
- 焊接缺陷出现的也很少。
- 电子焊也可以焊接硬质材料。
- 在此过程中获得的表面光洁度很高。
- 它还提供高金属接合率。
- 热有效区和焊接很窄。
- 此过程还有助于连接均匀和扩散金属。
- 焊接过程连续紧密。
- 工件具有高强度特性,可保持基材高达 95% 的强度。
- 这种束焊工艺非常精确。
- 焊接过程完全自动化。
电子束焊接的缺点:
电子束焊接的缺点如下:
- 该过程不能由半熟练工人完成,因此需要高技能工人,这意味着该人必须具备电子焊接工艺的知识。
- 工件尺寸不大,受真空室限制。
- 需要高度维护。
- 电子焊接设备价格昂贵。
- 安装和资本成本很高。
- 电子焊接有 X 射线辐射,这对人类和 来说是个大问题
- 制作费用也很高。
结论:
有了它:电子束焊接深入概述。
我希望你觉得这篇文章很有趣。我们还涵盖了许多有关机械工程学科的知识型文章,也请随时查看。
工业技术