

化学加工:定义、工作原理、类型、应用、优势 [Note &PDF]
化学加工工艺也称为蚀刻工艺。这个过程听起来很神奇,因为它的输出很简单。
在这个过程中,我们只是将工件浸入一罐化学溶液中,在几秒钟内,我们将在工件上获得所需的结构。这种加工过程并不神奇,而是科学实用。该工艺使用强酸性或碱性化学试剂去除工件上的材料。
这是公元前 400 年之前的古老工艺,当时使用柠檬酸和乳酸等有机化学品蚀刻金属以制造所需形状的盔甲。
这项技术在 1927 年由一家名为“AktiebolagetSeparators”的瑞典公司进一步开发并投入商业使用。
化学加工是通过将工件浸入强化学试剂中去除材料以在工件上获得所需形状的过程。
化学加工结构或零件:
它由以下几部分组成:
- 坦克
- 加热盘管
- 搅拌器和
- 工件
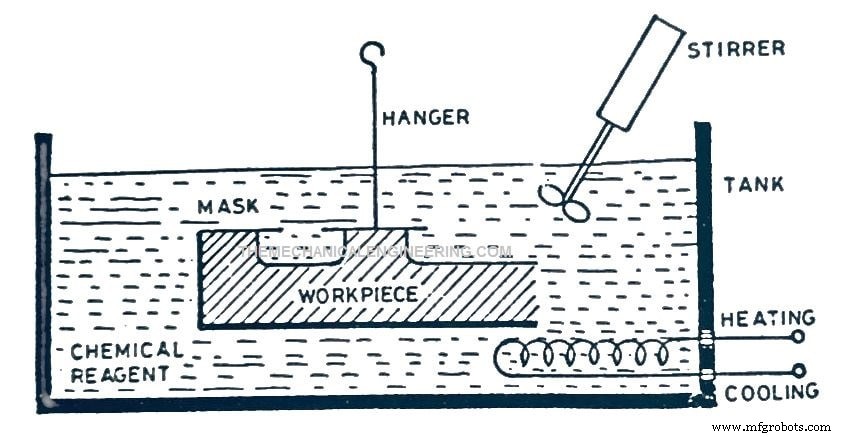
#1。坦克:
这个过程有一个正面打开的坦克。该槽由坚固的金属制成,并涂有对蚀刻剂不反应的材料,具体取决于化学试剂的应用和浓度。
#2。加热盘管:
加热盘管安装在罐的最低部分,以将罐的温度保持在恒定水平。实际上,在任何金属去除过程中,热量的产生都是自然的。此外,线圈在必要的条件下进行冷却。
#3。搅拌器:
将搅拌器放置在蚀刻剂中,其主要目的是一致地混合蚀刻剂以保持均匀的浓度和沿蚀刻剂体积的热量。我们都知道,热粒子总是堆积在顶部,而将冷粒子留在下面。
因此,为了沿蚀刻剂均匀分布热量,使用了搅拌器。搅拌器还有助于冲洗工件上溶解的金属,同时打破加工过程中因氧化而形成的气泡。
#4。工件:
在小型应用的情况下,通过使用吊架将工件固定在蚀刻剂中。吊架的长度固定在遮蔽区域上,因此工件的固定不会干扰加工区域。
对于较大的工件,使用涂有橡胶和聚合物的夹具来固定工件。
化学加工工艺工作原理:
化学加工的工作原理是基于化学蚀刻剂。蚀刻剂是对金属具有反应性的强化学酸的混合物。当工件浸入蚀刻剂中时,蚀刻剂与工件发生反应,导致工件上的金属溶解速率均匀。
为了获得所需的形状或结构,在加工前在工件上涂上一层不与称为“Maskant”的化学试剂反应的元素涂层。
局部加工是通过在我们不希望蚀刻剂反应的所有区域应用合适的掩模来实现的。因此,暴露加工区域以进行必要的金属去除。
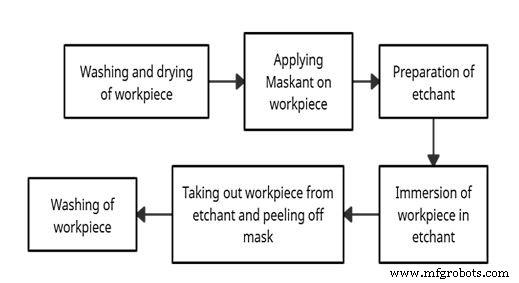
化学加工涉及一系列按顺序执行的四个主要过程:
#1。清洁:
清洁是一个准备过程,以确保工件表面没有污染物、铁锈和外来颗粒。通常采用高压水射流、酒精溶液和稀盐酸进行。
需要清洁 :
- 清洁不当会导致掩膜层附着力差、最终尺寸不准确以及金属溶解不当。
- 油、油脂等污染物会导致氧化。
- 清洁不当会导致掩膜层剥落,让蚀刻剂流到掩膜层下方会破坏几何形状。
- 外来颗粒可能导致水垢的形成。
工件清洗后,工件在热风机下烘干。清洗过程始终在先进的数控机械中进行。
#2。掩蔽:
它是在工件表面涂敷掩膜剂的过程。在工件上涂上一层聚合物或橡胶。
进行掩蔽以防止蚀刻过程中不需要加工的区域。除了要加工的区域外,整个工件都进行了掩膜。
#3。蚀刻:
这是进行所需金属去除的过程。完美掩蔽后,将工件浸入化学试剂罐中,加热器打开搅拌器。
一旦工件被浸渍,蚀刻剂就开始与工件的非掩蔽区域发生反应。高浓度酸开始与工件反应,改变其化学特性。
该反应导致预定部分熔化并与工件逐层分离。
在这个过程中,切削深度与工件浸入的时间直接平行。工件在蚀刻剂中的时间越长,去除的金属就越多。时间越短,切削深度越小。这是通过公式计算出来的。
E=S/T
哪里,
- E =蚀刻速率。
- S =所需的切削深度。
- T =以秒为单位的时间。
蚀刻速率的值是通过实验预先计算的。蚀刻速率与化学试剂的浓度和待加工工件的类型有关。
在设计中获得切削深度。因此,可以很容易地计算出工件浸入蚀刻剂之前的时间。
#4。去掩蔽:
去掩膜是剥离在蚀刻过程之前施加的掩膜剂的过程。一旦从工件上去除掩膜剂,工件就被再次送去清洗操作,其中任何剩余的蚀刻剂都被加压冷水冲走。然后将工件干燥并准备好最终发货。
化学加工操作类型:
1. 化学研磨 (CHM):执行此操作以获取工件上的凹槽、轮廓或从工件上去除块状材料。
2. 化学雕刻 (CHE):执行此操作是为了在工件上以很高的精度再现特殊设计。例如,标题、品牌名称、序列号等。
3. 化学抛光 (CHP):执行此操作以对工件进行精加工或去毛刺。这可以通过使用较轻的稀释化学试剂来实现。
4. 光化学加工 (PCM):光化学加工是制造无应力和无裂纹部件的过程。 PCM 用于要在工件上加工微观细节的地方。
该工艺使用化学加工 (CHM) 作为其主要技术来去除材料和用于设计目的的光阻掩模。 PCM是一种先进的加工工艺,其根源在于化学加工。
化学加工应用:
以下应用包括:
- 传统方法无法减轻复杂轮廓的重量。
- 加工薄而精密的部件。
- 用于加工孔内的轮廓。
- 用于汽车和航空工业。
- 制作精细筛网。
- 去除难以固定工件的金属。
化学加工优势:
以下优点包括:
- 这种加工过程可以均匀地去除金属。
- 良好的表面光洁度和紧密的公差。
- 可以轻松加工复杂的轮廓。
- 同时沿所有轴移除材料。
- 需要不太熟练的操作员。
- 工件上不会产生机械应力。
- 初始成本低。
- 加工成本低。
化学加工缺点:
以下缺点包括:
- 操作员的安全性较低,少量蚀刻剂溅到皮肤上可能会对操作员造成伤害。
- 加工后的腐蚀机会。
- 合金加工会导致表面光洁度差。
- 工艺不环保。
- 副产品的处置会对周围环境造成伤害。
- 与其他加工工艺相比,材料去除率 (MRR) 较低。
- 可能会形成气泡,这可能会导致加工不当。
重要参数:
面具: Maskantcan被定义为用于涂覆工件以防止工件部分被蚀刻的材料。
选择掩膜剂类型需要考虑的因素:
- 它应该对所用的化学试剂呈惰性。
- 难以承受搬运。
- 在加工过程中不应改变其特性。
- 还可以耐热。
- 它应该允许自己进行切割和划线。
- 它应该很好地粘附在工件上。
- 可用性和低成本。
| 工件材料 | 掩蔽材料 |
| 铝及其合金 | 丁基橡胶、聚合物和氯丁橡胶 |
| 铜及其合金 | 聚合物 |
| 铁基合金 | 丁基橡胶和聚合物 |
| 镍 | 氯丁橡胶 |
| 镁 | 聚合物 |
| 钛 | 聚合物 |
化学加工掩膜技术:
在工件上涂抹掩膜剂主要有三种技术。
1。切割和剥离:
在这种掩膜技术中,首先将要加工的工件浸入液体掩膜罐中,类似于涂层。
一旦整个工件被涂层,工件被取出并晾干几分钟。然后,使用划线器切割施加到工件上的掩膜层。
切割是根据要加工的设计精确制作的。一旦完成切割操作,就从要蚀刻的区域去除掩膜。因此,切割和剥离掩蔽技术有效。
这种掩蔽技术涉及使用相对较厚的材料,例如氯丁橡胶、丁基橡胶和乙烯基材料。该技术专门用于化学铣削操作 (CHM)。
在那个时代,这项技术简化了导弹、飞机及其结构部件的生产。由于掩蔽剂的惰性性质和此过程中涉及的约 0.5 英寸或更大的厚度,该技术可实现极高的耐化学性。该技术的主要协商只是,该技术具有相对低质量的容忍度。
用于切割和剥离掩蔽技术的材料是乙烯基、氯丁橡胶、丁基基材、蜂蜡、通过流动或浸渍或喷涂施加的勃艮第沥青。这些掩蔽剂的厚度范围为0.03至0.13毫米。
2。丝网印刷:
这种技术利用了传统的丝网印刷技术。在这种掩模应用中,细网丝或不锈钢丝网被部署在工件上。
类似于在宽幅纸上印刷镭,在这里,在这种技术中,整个设计都印在丝网和 SS 网格上。然后将网状物压在工件表面上。这样就完成了要加工区域的标记。
然后,在整个工件上滚一层掩膜。掩膜剂在工件上的附着是通过干燥和烘烤来实现的,一旦掩膜剂附着在工件上,安装好的网格就会从工件上去除,从而导致掩膜从待加工区域脱落。
丝网印刷是一种用于大规模生产的快速、经济的掩蔽技术。这种技术还可以提高准确性。
面罩厚度始终小于 0.05 毫米。这种掩蔽技术最适用于小于1.2m×1.2m、表面平整、轮廓适中的零件。
3。光刻胶:
光刻胶掩模技术仅在光化学加工过程中使用。这种技术在这个自治时代是如此多才多艺。
光刻胶掩模技术的使用将化学加工工艺转换为不同的非传统加工工艺,即光化学加工 (PCM) 工艺。
在这种技术中,最终产品设计的图片被打印在感光材料胶片上。该薄膜具有吸引和反射紫外线的特性。
将印刷好的薄膜仔细准确地放置在待加工的钣金(工件)上,然后将工件通过UV机器。
在工件的IN和OUT之间,由于薄膜允许和反射UV光通过的特性,只有薄膜上的预印区域或标记允许UV通过薄膜到达工件。
这种将工件暴露在紫外线下的过程使预先设计用于化学加工的特定零件变得光滑。其余工序在光化学加工工序中进行。
这种技术中使用的材料几乎没有厚度在 1.27 毫米到 1.5 毫米之间。该技术广泛应用于PCB、半导体、电子芯片、计算机金属部件、手表小齿轮等的制造。
蚀刻剂:
蚀刻剂可以定义为稀释或浓缩的能与金属反应并溶解金属的化学酸的混合物。
| 工件材料 | 蚀刻剂 | 工作温度( o 三) | 蚀刻速率(mm/min × 10 3 ) |
| 铝及其合金 | 钠(OH) | 49 | 20-30 |
| FeCl3 | 49 | 13-25 | 13-25 |
| 黄铜或青铜 | NH4HF2 | 27 | 10-15 |
| FeCl3 | 49 | 25 | 25 |
| 领导 | FeCl3 | 54 | |
| 镁合金 | HNO3 | 32-49 | 25-50 |
| 镍 | FeCl3 | 49 | 13-38 |
| 钛 | HNO3HF | 环境 | 13-25 |
工业技术